會員1.png)
 QQ交談
QQ交談QY-50 60 65PA66GF25尼龍隔熱條生產(chǎn)模具 尼龍隔熱條生產(chǎn)設(shè)備

- 公司名稱:
- 張家港市國越機(jī)械制造有限公司
- 發(fā)布日期:
- 2013-11-20 18:34:56
- 所 在 地:
- 蘇州市
- 生產(chǎn)地址:
- 張家港市三興鎮(zhèn)雁行開發(fā)區(qū)
- 瀏覽次數(shù):
- 5181
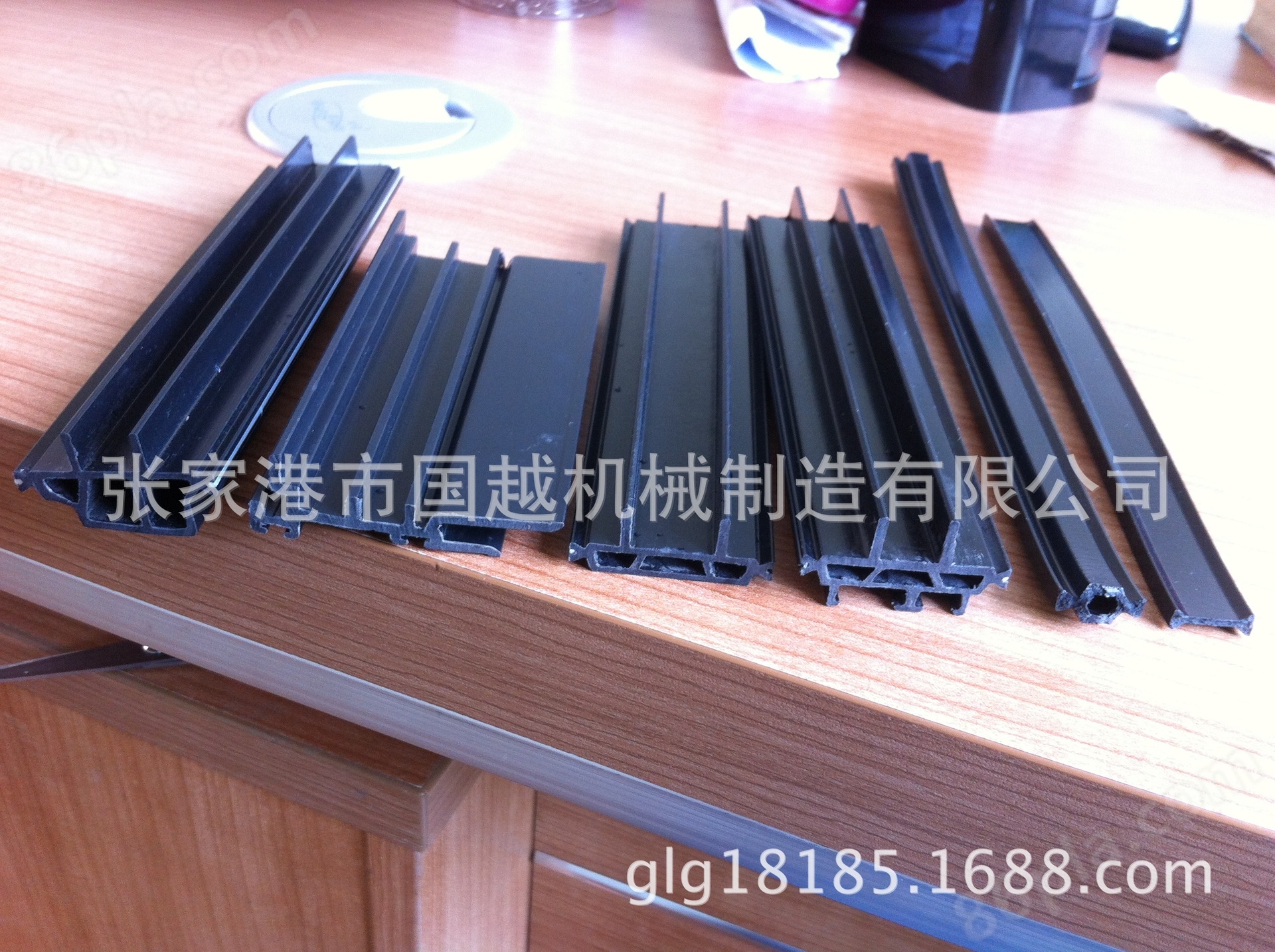
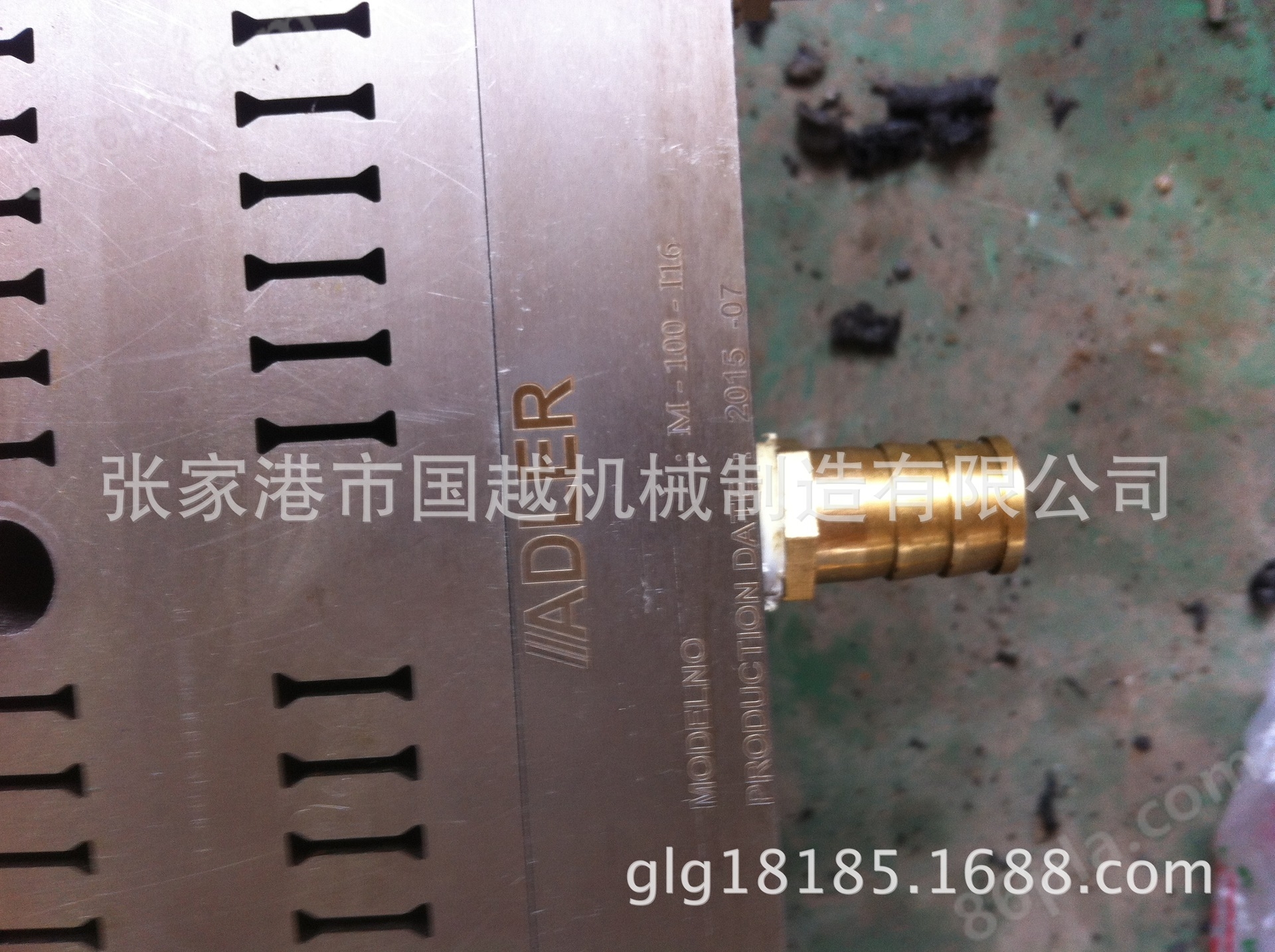
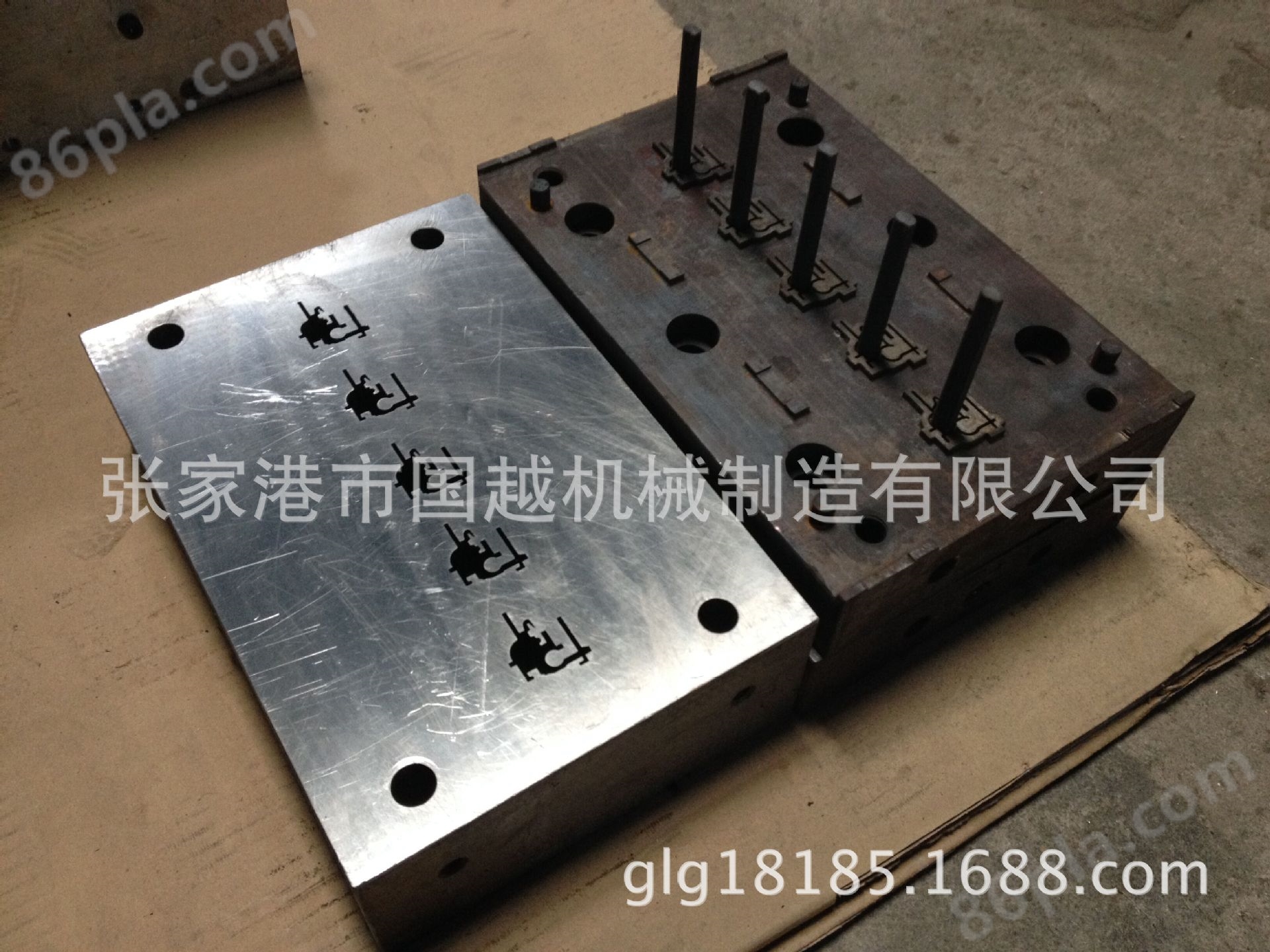
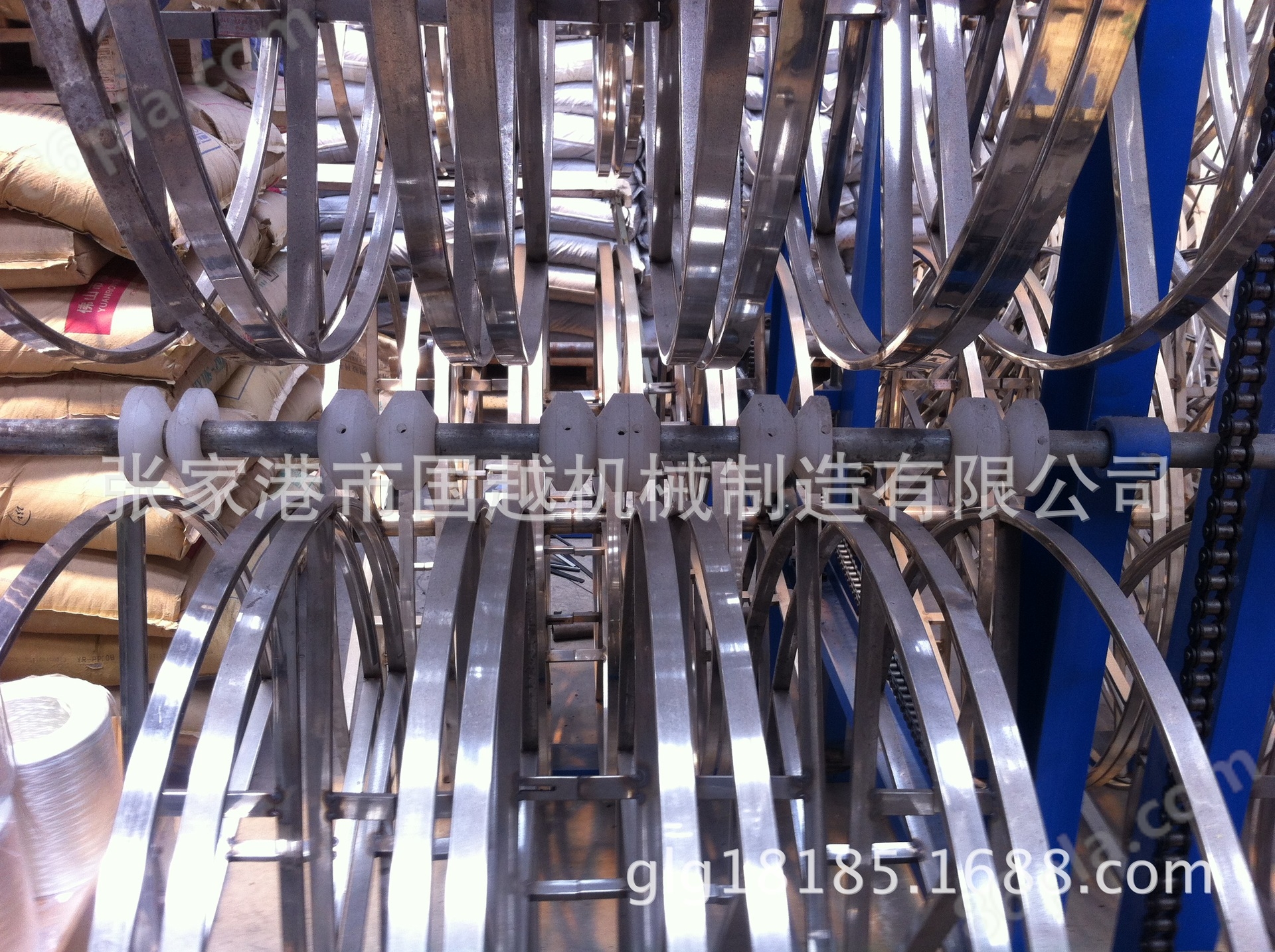
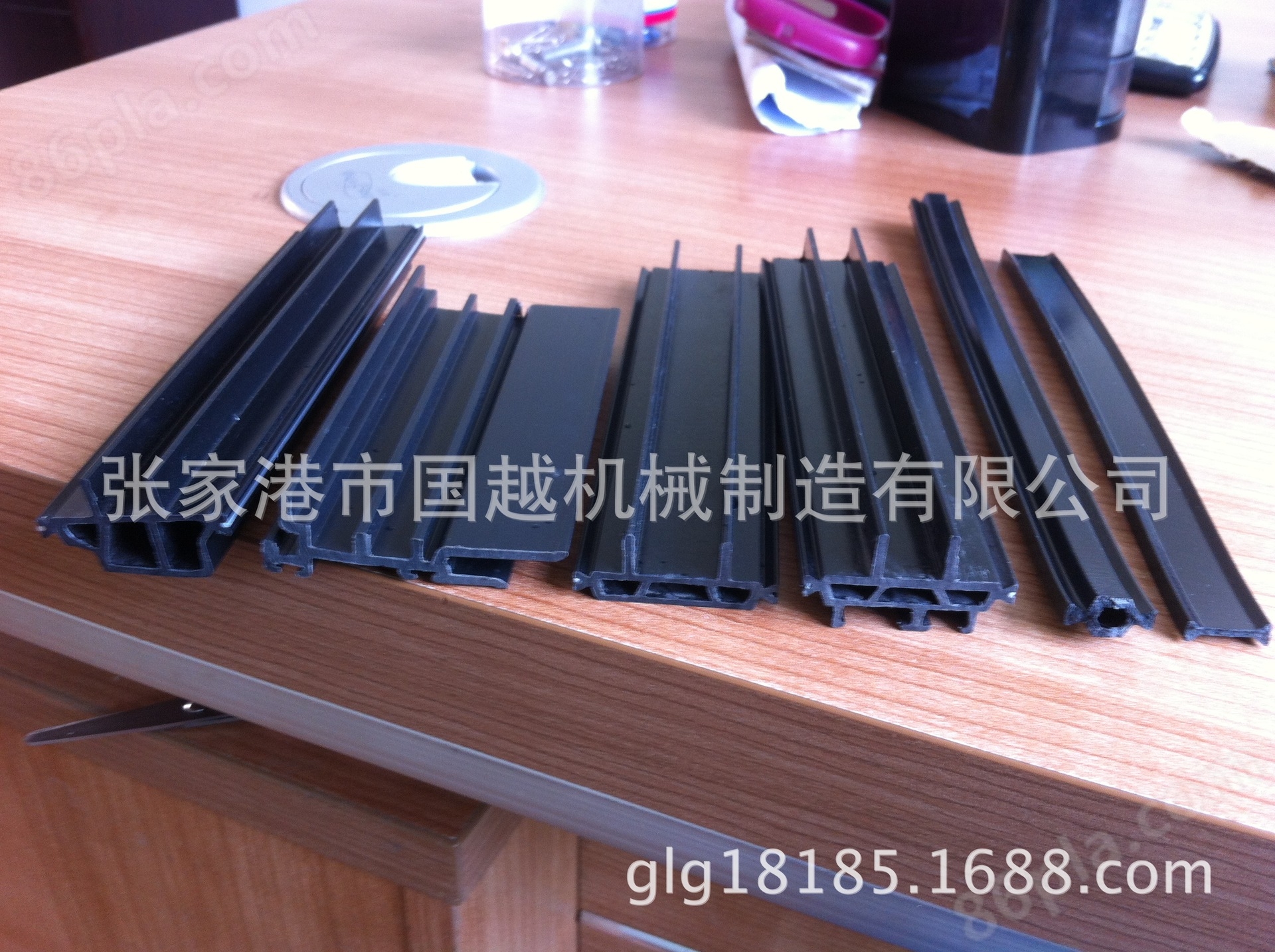
QY-PA66冷擠型尼龍隔熱膠條自動擠出生產(chǎn)線 國越機(jī)械制造有限公司--為迎合市場需求而自行設(shè)計(jì)開發(fā)的尼龍隔熱條自動擠出生產(chǎn)線具有高穩(wěn)定性,高產(chǎn)量,高適應(yīng)性的特點(diǎn),*了國內(nèi)在尼龍66隔熱條生產(chǎn)設(shè)備上的空白。 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。 主機(jī)與牽引采用進(jìn)口變頻器調(diào)速,轉(zhuǎn)速穩(wěn)定,保證主,輔機(jī)速度的同步。 采用德國模具技術(shù),隔熱膠條成型時表面靚,外形尺寸精確,強(qiáng)度高。 采用*日本RKC溫控表,使溫度精度控制在±2C°內(nèi)。 隔熱條常識: “穿條工藝”隔熱材料---隔熱條目前正規(guī)的國產(chǎn)隔熱條是聚酰胺66+GF25(即Polyamide66,俗稱尼龍66+25%玻璃纖維), 1 主要材料 PA66+GF 2 密度(g/cm3) 1.3 3 抗拉強(qiáng)度(N/mm2) ≥110 4 彈性模量(N/mm2) 900 5 導(dǎo)熱系數(shù)(W/m2.k) 0.3 6 熱變形溫度(oC) 250
QY-PA66-R熱擠型隔熱條自動擠出機(jī) 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。
PA66隔熱膠條擠出機(jī)商品信息公司名稱:張家港市國越機(jī)械制造有限公司主營產(chǎn)品:隔熱穿條機(jī) 木紋轉(zhuǎn)印機(jī) PA66膠條擠出機(jī) 鋁材貼膜機(jī) 鋁材包裝機(jī) 木紋紙膜分切機(jī) 鋁材整型機(jī) 木紋爐 公司成立年份:2003
SL-PA66冷擠型尼龍隔熱膠條自動擠出生產(chǎn)線 國越機(jī)械制造有限公司--為迎合市場需求而自行設(shè)計(jì)開發(fā)的尼龍隔熱條自動擠出生產(chǎn)線具有高穩(wěn)定性,高產(chǎn)量,高適應(yīng)性的特點(diǎn),*了國內(nèi)在尼龍66隔熱條生產(chǎn)設(shè)備上的空白。 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。 主機(jī)與牽引采用進(jìn)口變頻器調(diào)速,轉(zhuǎn)速穩(wěn)定,保證主,輔機(jī)速度的同步。 采用德國模具技術(shù),隔熱膠條成型時表面靚,外形尺寸精確,強(qiáng)度高。 采用*日本RKC溫控表,使溫度精度控制在±2C°內(nèi)。 隔熱條常識: “穿條工藝”隔熱材料---隔熱條目前正規(guī)的國產(chǎn)隔熱條是聚酰胺66+GF25(即Polyamide66,俗稱尼龍66+25%玻璃纖維), 1 主要材料 PA66+GF 2 密度(g/cm3) 1.3 3 抗拉強(qiáng)度(N/mm2) ≥110 4 彈性模量(N/mm2) 900 5 導(dǎo)熱系數(shù)(W/m2.k) 0.3 6 熱變形溫度(oC) 250
SL-PA66-R熱擠型隔熱條自動擠出機(jī) 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。
PA66隔熱膠條擠出機(jī)商品信息公司名稱:張家港市國越機(jī)械制造有限公司主營產(chǎn)品:隔熱穿條機(jī) 木紋轉(zhuǎn)印機(jī) PA66膠條擠出機(jī) 鋁材貼膜機(jī) 鋁材包裝機(jī) 木紋紙膜分切機(jī) 鋁材整型機(jī) 木紋爐 公司成立年份:2003 成交記錄
SL-PA66冷擠型尼龍隔熱膠條自動擠出生產(chǎn)線 國越機(jī)械制造有限公司--為迎合市場需求而自行設(shè)計(jì)開發(fā)的尼龍隔熱條自動擠出生產(chǎn)線具有高穩(wěn)定性,高產(chǎn)量,高適應(yīng)性的特點(diǎn),*了國內(nèi)在尼龍66隔熱條生產(chǎn)設(shè)備上的空白。 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。 主機(jī)與牽引采用進(jìn)口變頻器調(diào)速,轉(zhuǎn)速穩(wěn)定,保證主,輔機(jī)速度的同步。 采用德國模具技術(shù),隔熱膠條成型時表面靚,外形尺寸精確,強(qiáng)度高。 采用*日本RKC溫控表,使溫度精度控制在±2C°內(nèi)。 隔熱條常識: “穿條工藝”隔熱材料---隔熱條目前正規(guī)的國產(chǎn)隔熱條是聚酰胺66+GF25(即Polyamide66,俗稱尼龍66+25%玻璃纖維), 1 主要材料 PA66+GF 2 密度(g/cm3) 1.3 3 抗拉強(qiáng)度(N/mm2) ≥110 4 彈性模量(N/mm2) 900 5 導(dǎo)熱系數(shù)(W/m2.k) 0.3 6 熱變形溫度(oC) 250
SL-PA66-R熱擠型隔熱條自動擠出機(jī) 主要使用特殊螺桿使尼龍66與玻璃纖維取得良好的塑化,通過不同斷面的口模被擠出成型為廣泛應(yīng)用到門窗和幕墻鋁材上的隔熱膠條。 PA66+GF粒料經(jīng)過烘干機(jī)進(jìn)入料斗后流入料筒,與螺桿接觸的粒料隨著螺桿的旋轉(zhuǎn)被螺旋槽強(qiáng)制地向模頭方向推進(jìn)。由于螺桿料筒間隙小,使粒料熱溶體在前進(jìn)過程中受到很大的壓力,電熱圈產(chǎn)生的溫度使尼龍料熱溶體被塑化。加熱受壓且塑化好的尼龍塑料熱溶體被擠出成型,再經(jīng)過牽引,切斷或收卷等工序而成為隔熱膠條產(chǎn)品。
PA66隔熱膠條擠出機(jī)商品信息公司名稱:張家港市國越機(jī)械制造有限公司主營產(chǎn)品:隔熱穿條機(jī) 木紋轉(zhuǎn)印機(jī) PA66膠條擠出機(jī) 鋁材貼膜機(jī) 鋁材包裝機(jī) 木紋紙膜分切機(jī) 鋁材整型機(jī) 木紋爐 公司成立年份:2003 |




















相關(guān)產(chǎn)品
![]()
![]()