目錄:蘇州皓達機械有限公司>>塑料管材生產線>>mpp電力管生產線>> mpp多功能管材擠出生產線





多功能管材擠出生產線特點和功能:
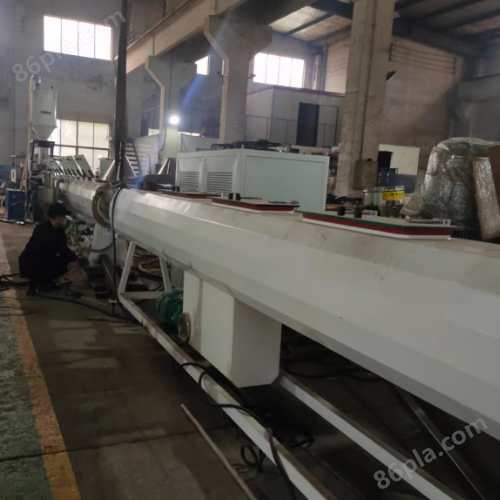
多功能管材擠出生產線操作注意事項:
(1)配戴勞保用品,穿長袖工作服,工作鞋,戴手套。
升溫是按工藝要求設定各區溫度,升溫時間不得低于2小時。
(2)溫度升夠后,檢查料斗內是否有料,檢查電位器是否零位,然后開啟主機。開啟主機時要慢慢用電位器給定頻率,使電機控制在5-10r/min之間。
(3)開始擠出的料要用袋子接好,盡量保持工作面干凈整潔,當擠出的料塑化好后再上模具。
(4)合閘前應檢查各線路是否連接正常,電源電壓是否正常,循環水是否正常。
(5)開機前做好設備周圍衛生,設備周圍不得存放與生產無關的物品。檢查設備各部位是否正常,防護裝置是否牢固。檢查各潤滑部位并按時加注潤華油。
(6)模具上好后應查看各間隙是否均勻,開機后人體不得對著模具。
(7)生產過程中電機控制在15-20r/min之間,隨時檢測產品尺寸及外觀,并按合同要求尺寸生產
維護:

 2
2


 塑料機械網
塑料機械網