 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)






詳細(xì)介紹
隨著機(jī)械工業(yè)整體技術(shù)的發(fā)展,機(jī)床切削速度更快,切削負(fù)荷更大,切削溫度更高,同時(shí)不斷有新工藝出現(xiàn)來(lái)適應(yīng)新材料的加工,這都需要新型的高性能切削液滿足加工要求;同時(shí)根據(jù)勞動(dòng)衛(wèi)生和環(huán)境保護(hù)的要求,切削液中應(yīng)盡量不含有危害人體健康和生態(tài)環(huán)境的物質(zhì)。因此水基切削液的使用范圍越來(lái)越廣,且已開始從乳化液向性能好、壽命長(zhǎng)的合成切削液、微乳化液過(guò)渡。 提高切削液的性能、延長(zhǎng)使用壽命,可大幅減少切削液的廢液排放量,切削液的使用管理是現(xiàn)代機(jī)械加工行業(yè)一項(xiàng)重要內(nèi)容。
工人在金屬加工車間工作,頻繁接觸到金屬加工液。市場(chǎng)上很多的切削液成分對(duì)人體皮膚的刺激嚴(yán)重,造成手部皮膚發(fā)紅,瘙癢,接觸性皮炎和蛻皮。長(zhǎng)期的接觸到有毒性成分的切削液,有毒物質(zhì)從人體的皮膚吸收,導(dǎo)致慢性中毒。故在使用金屬切削液時(shí)企業(yè)應(yīng)選用安全環(huán)保、無(wú)毒和高性能的切削液。同時(shí)在生產(chǎn)時(shí)配備安防產(chǎn)品,維護(hù)員工的身體健康。
切削液濃度管理是水溶性金屬加工液管理中基本且重要的事項(xiàng)。水溶性金屬加工液的使用濃度范圍一般在1~10%之間,隨著濃度的不同,其性狀、性能將會(huì)產(chǎn)生非常大的差異。
油劑廠家在設(shè)計(jì)配方時(shí)會(huì)考慮到各種加工方法、被加工材質(zhì)、要求精度等方面的要求,其使用濃度也是在設(shè)計(jì)配方時(shí)已考慮。在實(shí)際使用時(shí)如果偏離設(shè)計(jì)濃度,就無(wú)法獲得期望的性能:使用濃度低于推薦濃度,則會(huì)產(chǎn)生潤(rùn)滑性、防銹性等性能不足,同時(shí)也容易產(chǎn)生fu敗,而腐bai又會(huì)再次導(dǎo)致性能的惡化和惡臭的發(fā)生,必須得添加添加劑來(lái)改善使用性能,從而導(dǎo)致使用成本的上升;如果濃度使用得過(guò)高,不僅會(huì)產(chǎn)生起泡、皮膚刺激等問(wèn)題,還會(huì)造成很大的浪費(fèi)。因此,正確地做好水溶性金屬加工液的濃度管理在降低使用成本的同時(shí)還能大大延長(zhǎng)其使用壽命。
為了將水溶性金屬加工液維持在一個(gè)合適的濃度,必須做到:
①建立有利于濃度管理的體制,保證由專業(yè)的管理人員統(tǒng)一配制;
②定期補(bǔ)充與設(shè)定濃度相符的原液和稀釋水;
③定期對(duì)濃度進(jìn)行監(jiān)測(cè)。
但是通過(guò)人工檢測(cè),如果現(xiàn)場(chǎng)工作者不能很好的執(zhí)行定時(shí)檢測(cè),切削液的合理濃度的就不能保證,具體表現(xiàn)在:
1.人工檢測(cè)切削液濃度的精度不能保證;
2.人工檢測(cè)切削液濃度*靠制度去維持;
3.管理者不能得到連續(xù)的切削液濃度數(shù)據(jù),*靠匯報(bào)和自檢。
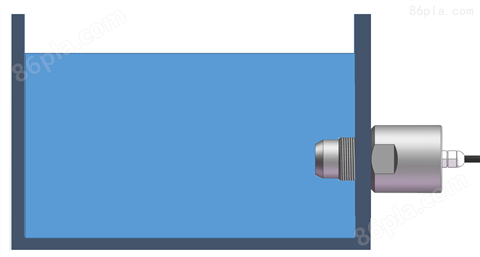
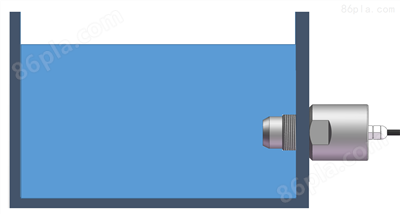
博芮思全自動(dòng)切削液濃度在線監(jiān)測(cè)控制系統(tǒng)利用當(dāng)前先進(jìn)的光學(xué)檢測(cè)儀器,對(duì)切削液濃度進(jìn)行不間斷的檢測(cè),系統(tǒng)根據(jù)設(shè)定的濃度值以及檢測(cè)到的實(shí)際濃度值計(jì)算出濃度偏差,通過(guò)一定的控制算法,得出控制閥門的開度大小,進(jìn)而控制乳化油向切削液箱的供油流量。通過(guò)控制乳化油的進(jìn)油量,使乳化油的流量和清水流量之比達(dá)到某一范圍,即可保證切削液濃度值達(dá)到設(shè)定要求。
博芮思全自動(dòng)切削液濃度在線監(jiān)測(cè)控制系統(tǒng)的優(yōu)點(diǎn):
1、能實(shí)現(xiàn)切削液濃度的實(shí)時(shí)測(cè)控;可以避免人工測(cè)量不及時(shí)導(dǎo)致濃度出現(xiàn)偏高或偏低的情況。可以通過(guò)設(shè)置切削液濃度的上下限報(bào)警的方式,提醒現(xiàn)場(chǎng)人員及時(shí)處理或自動(dòng)調(diào)配。
2、采用切削液在線監(jiān)測(cè)系統(tǒng)后,能降低人工的勞動(dòng)強(qiáng)度。或減少測(cè)試人員而到達(dá)降低人工成本支出的目的。
3、杜絕人為的切削液濃度失調(diào),且能實(shí)現(xiàn)切削液濃度自動(dòng)配比;對(duì)于提高產(chǎn)品品質(zhì),提升工作效率有顯著的效果。
4、能實(shí)現(xiàn)調(diào)度和管理部門對(duì)設(shè)備運(yùn)行的有力監(jiān)管;通過(guò)以太網(wǎng)組網(wǎng)的方式,所有機(jī)臺(tái)的濃度數(shù)據(jù)可以傳輸?shù)焦芾碚唠娔X,為管理者決策提供參考。
5、實(shí)現(xiàn)設(shè)備的高效運(yùn)行和保護(hù)。濃度管理作為一個(gè)數(shù)據(jù)節(jié)點(diǎn),可以并入今后的智能工廠。
6、采用切削液濃度在線檢測(cè)系統(tǒng)后,機(jī)臺(tái)每年切削液的使用量、由于濃度管理不當(dāng)造成的磨損等方面的費(fèi)用將大幅降低。
主要技術(shù)參數(shù)
測(cè)量范圍 | BRIX 0.0 ~ 20.0% | 分辨率 | 濃度 0.1% |
溫度 5 ~ 50℃(溫補(bǔ)) | 溫度 0.1℃ | ||
測(cè)量精度 | BRIX±0.1% | 環(huán)境溫度 | 0.0 ~ 60.0℃ |
溫度±0.5℃ | 耐壓 | 1.0MPa | |
測(cè)量時(shí)間 | 默認(rèn) 5 秒測(cè)量 1 次 | 防護(hù)等級(jí) | 測(cè)量部分IP67 |
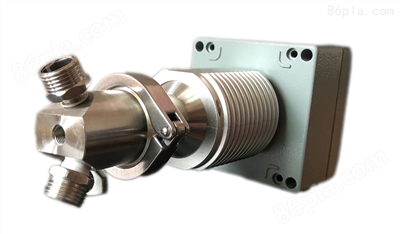
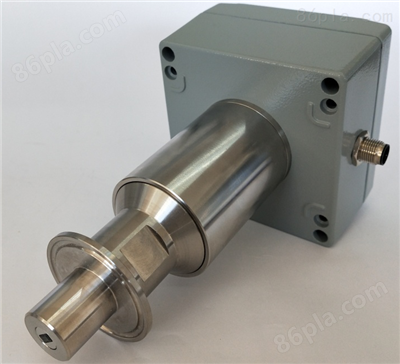
安裝方式 | 螺紋,法蘭盤,卡盤等。支持定制。 | ||
輸出 | 模擬輸出:24V 4~20mA 對(duì)應(yīng)糖度 0.0 ~20.0% | ||
數(shù)字輸出:RS485 | |||
可定制其他輸出方式。 | |||
輸入 | DC +24V±10% 電流<100mA | ||

 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)