








塑料琉璃瓦設(shè)備工藝流程及設(shè)備功能
原料混合→擠出機(jī)→擠出摸頭→壓花機(jī)→瓦片成型機(jī)→自動切割機(jī)→成品驗收
*步、原料混合:是將pvc、填充料、穩(wěn)定劑、增塑劑、***化劑等其它輔料,按比例、工藝先后加入高速混合機(jī)內(nèi),經(jīng)物料與機(jī)械自摩擦使物料升溫至設(shè)定工藝溫度,然后經(jīng)冷混機(jī)將物料降至40-50oc;這樣就可以加入到擠出機(jī)的料斗。
第二步、擠出機(jī)部分:本機(jī)裝有定量加料裝置,使擠出量與加料量能夠匹配,確保制品穩(wěn)定擠出。由于錐形螺桿的特點,加料段具有較大的直徑,對物料的傳熱面積和剪切速度比較大,有利于物料的塑化,計量段螺桿直徑小,減少了傳熱面積和對熔體的剪切速度,使熔體能在較低的溫度下擠出。螺桿在機(jī)筒內(nèi)旋轉(zhuǎn)時,將pvc混合料塑化后推向機(jī)頭,從而達(dá)到壓實、熔融、混煉均化;并實現(xiàn)排氣、脫水之目的。加料裝置及螺桿驅(qū)動裝置采用變頻調(diào)速,可實現(xiàn)同步調(diào)速
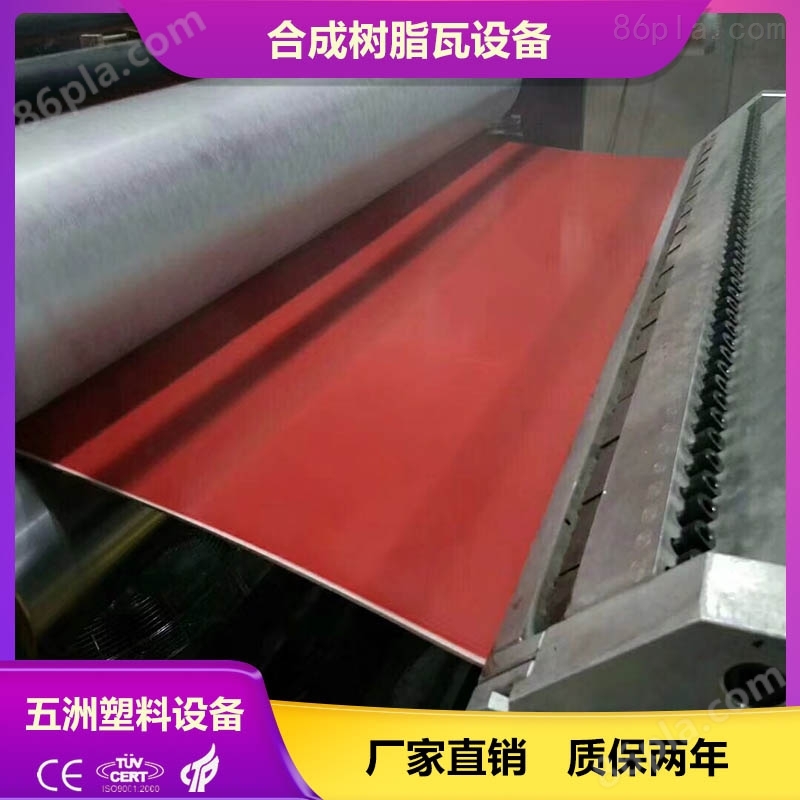
第三步、擠出模頭部分:經(jīng)壓實、熔融、混煉均化的pvc,有后續(xù)物料經(jīng)螺桿推向模頭,擠出模頭是片材成型的關(guān)建部件,模頭可實現(xiàn)片材厚度手動調(diào)節(jié)。
第四步、壓花機(jī)部分:將剛從模頭出來的物料送至壓機(jī)輥間,通過壓花輥的旋轉(zhuǎn)自動將輥輪上的花紋壓在產(chǎn)品表面,形成花紋。
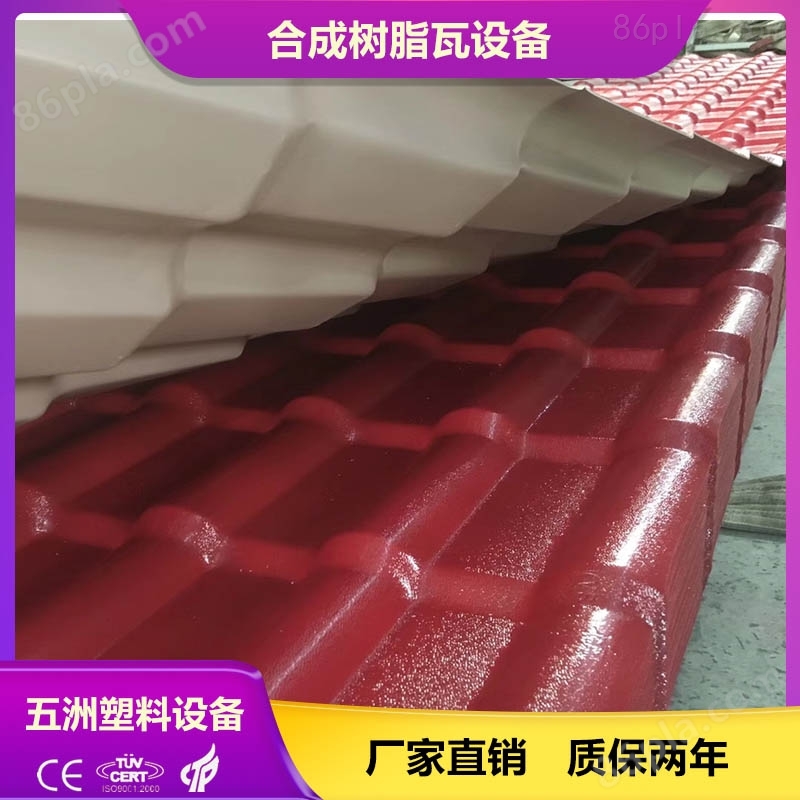
第五步、瓦片成型機(jī)部分:采用鋁模塊牽引,自動地將片材從機(jī)頭處引出來,通過鋁模塊的形狀自動成型并通過風(fēng)機(jī)降溫定型。變頻調(diào)速。
第六步、自動切割機(jī)部分:由計波器根據(jù)要求波數(shù)控制后,進(jìn)行自動剪切,實行流水生產(chǎn),完成剪切全過程,在剪切過程中與片材運行保持同步,切割過程由電動和氣動驅(qū)動完成, 剪切機(jī)設(shè)有吸塵裝置。

安裝注意事項:
檁條可選用方管(60×40×3mm)或c型鋼(100×50×20×3mm)或防腐木方(60×40mm)。
檁條間距為660mm,由下往上排列。
主瓦安裝時要根據(jù)當(dāng)?shù)胤窒颍嫦虬惭b。搭接一個瓦波,兩側(cè)同時進(jìn)行。
安裝正脊瓦時將*張脊瓦截掉一段后再安裝。
正、斜脊瓦安裝搭接處應(yīng)鋸齊,正、斜脊瓦安裝完畢后,再安裝三通瓦。固定件為配件。固定時,先用電鉆鉆孔,孔徑要比鉤釘絲桿大2mm。
自攻螺絲建議選用直徑6.3mm。
樹脂瓦的安裝方法跟采鋼瓦的安裝方法是一樣的,其實只要是搭棚工或者做鋼結(jié)構(gòu)的工人都不用教就能會的,安裝方法簡便快捷。
塑料琉璃瓦設(shè)備保養(yǎng)的方法如下:
1、定期檢查修理開關(guān)、保險、手柄、保證其工作可靠琉璃瓦機(jī).
2、每次開機(jī)前按潤滑圖表要求定時、定點、定量加潤滑油,油應(yīng)清潔無沉淀.琉璃瓦機(jī)
3、嚴(yán)禁非人員操作該設(shè)備,平常必須做到人離機(jī)停PVC琉璃瓦設(shè)備。
4、機(jī)床必須經(jīng)常保持清潔,未油漆的部分防銹油脂琉璃瓦機(jī).
5、定期檢查三角皮帶、手柄、旋鈕、按鍵是否損壞,磨損嚴(yán)重的應(yīng)及時更換,并報備件補(bǔ)充PVC琉璃瓦設(shè)備。
6、嚴(yán)格按照操作規(guī)程進(jìn)行操作PVC琉璃瓦設(shè)備。
7、每天下班*分鐘,對機(jī)床加油潤滑及擦洗清潔機(jī)床PVC琉璃瓦設(shè)備。
8、電動機(jī)軸承內(nèi)的潤滑漾油要定期更換加注,并經(jīng)常檢查電器部分工作是否正常安全可靠PVC琉璃瓦設(shè)備。
















