








張家港寶塑機械有限公司致力于塑料回收技術的研發和應用,為用戶提供廢舊塑料回收造粒的全套生產工藝、技術解決方案和成套生產設備。公司集方案設計、產品制造、生產銷售、安裝調試、售后服務五位為一體。公司技術團隊從業時間均在15年以上。
寶塑機械堅持以科技促發展,走消化吸收國內外*經驗與自主開發相結合的科技創新思路,轉化自有知識產權,不斷提升企業產品的技術水平。始終立足于新產品、新技術的創新研發和應用推廣。在塑料機械,特別是塑料回收行業,寶塑機械處于國內技術研發地位。
目前, 寶塑機械在換網器, 臥式水環切粒系統及主機團粒機方面均采用自身*技術,在編織袋回收領域,寶塑造粒線以高出同行20%產量而獨步;在純PP無紡布造粒方面,寶塑機械更是國內少有的具備生產設計臥式水環系統切粒熔融指數20純PP的企業;寶塑機械在大產量的PET免干燥造粒技術及自動水下拉條技術方面也*特色。我司設計的PP PE軟硬料通用造粒設備在市場運用中也取得了用戶的*好評!
奧地利技術,中國質造。寶塑機械讓回收變得更簡單!寶塑機械讓您的回收利潤遠超您的同行!讓人人樂于回收!


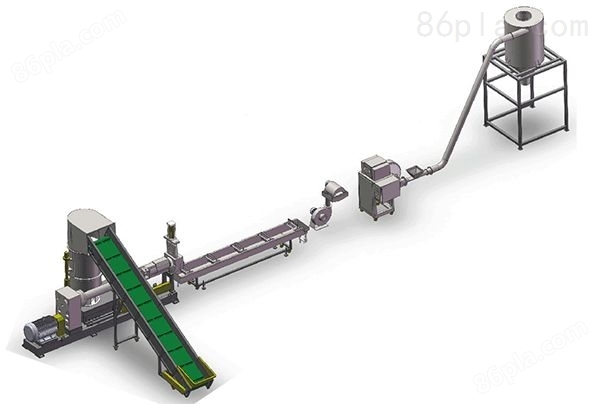
造粒生產線的定義:塑料原料從塑煉、混煉、造粒、風干、冷卻、稱重, 儲料的一體化自動造粒機械。
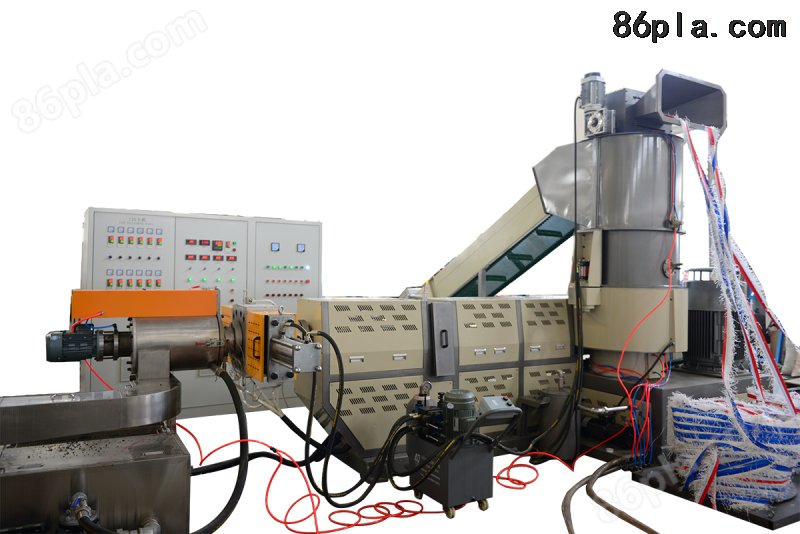
主要設備由自動上料斗、造粒機、換網器,切粒機,離心脫水機、振動篩、儲料桶組成,實現了化工原料自動一體化造粒。因對不同塑料的特點,造粒方式也有不同,行業上應用較多的的造粒模式有:雙螺桿造粒(平雙 錐雙)、風冷造粒、水冷造粒、水拉條造粒等。
單螺桿造粒主要針對PO系列塑料干凈廢棄物造粒 終得到的粒子保留原料的化學成分, 除加入填充料(不高于20%)之外, 并不對原料進行改性.保證雜質含量及氣孔的小化.
針對PE PP PA PS EPS PC APS EVA PET PVC SPVC TPU EVA PMMA 的回收切粒
我司有如下方式可供選擇: 水冷熱切(水環)、 風冷及水冷拉條(含自動拉條)、 水下切粒、 風冷熱切.
冷切粒系統
冷切粒系統包括口模、冷卻區(風冷或水冷)、干燥區(如果采用水冷)和切粒室。冷切粒系統有兩大類,即風冷拉條切粒和水冷拉條切粒。也可按自動化程度 分為人工拉條切粒和自動拉條切粒.
a:原理:條料造粒機通過一個水平安裝的口模而形成條料(現代化的口模經過精密機械加工,均勻加熱,可產出質量穩定的條料)。條料從口型排出后,即用鼓風機或空氣/真空設施進行冷卻,或用水浴冷卻。如果采用水冷,條料需通過一個干燥段,用強制通風吹除水分,然后將條料送至切粒室。利用一對固定刀和旋轉刀的剪切作用,把條料精確地切成所需長度。粒料的直徑為3 mm,長3mm,棱角清晰。
b:缺點:有時造成條料跌落或尺寸不*。這較常見于熔融態強度較差的聚合物,如聚丙烯、聚酯和尼龍等。當條料跌落時,材料即報廢,因此操作工需密切注意。人力多.如果條料拉制不*,下游粒料需過篩.另,冷卻段需占用空間,其長度按聚合物的溫度要求來確定。因為單階造粒線擠出不穩定 故為解決這一問題 減少浪費 建議用戶選擇雙階拉條造粒.一般不建議 單階造粒采用拉條方式.
目前為解決這一難題 我司已成功開發出自動拉條造粒線.可無需操作工密切監視,其辦法是采用電動機驅動的有槽進料輸送機,在從口模到切粒機處支承和分割條料。
這種被旋力輸送的條料尺寸比 較均勻,不會跌落因而報廢較少。節約人力.
C. 優點:條料生產線成本不高,操作簡便,且清洗便捷。這對色料配混來說有其優點,因為兩批不同色料的更換必須*清洗設備。拉條方式是*的 各種原料均適合拉條方式.
模面熱切系統有:風冷熱切造粒機,噴水(水環)造粒機和水下造粒機。系統都包括口模、切料室、電動旋轉葉刀、冷卻介質和干燥粒料的方法(如果采用水冷)。
口模是模面熱造粒系統的重要部件。它垂直或水平安裝,通常用筒式或帶式電熱器加熱。口模孔口直徑必須均勻;要有足夠的熱量來維持整個過程中聚合物的溫度;切粒刀對著旋轉的模面必須堅韌光滑——這些是制造均勻的粒料所必需的。
當熔融的聚合物通過口模時,以旋轉的切粒刀將其切成粒料。粒料被切下后,即被離心力的作用被拋離刀,并輸送至冷卻介質處。切粒刀的尺寸、形狀、材質和安裝方式可以有所不同。有些系統中切粒刀采用氣動調節閥施加載荷自動調整切粒刀、口模間的間距;而有些系統必須用手工調節切粒刀或者機械彈簧至口模的間距。由于切料刀壽命取決于刀一模對中精度、聚合物的磨蝕性和操作工的熟練度。
a: 風冷熱切一般適合 粘度低的原料 如PVC SPVC或者加入了高鈣的PE PP填充造粒.
b: 噴水造粒機,除熔體粘度低或具有粘性的聚合物之外,適用于大多數聚合物。這類設備又稱為水環切粒機.
熔融的聚合物從熱口模,被地著模面旋轉的旋轉刀切成粒料。這種切粒系統的特色是其特殊設計的噴水切粒室。水呈螺旋線繞因流動,直至流出切粒室。粒料切下后,即被拋入水流,進行初步淬冷。粒料水漿排入粒料漿槽被進一步冷卻,然后送入離心脫水機或震動脫水篩脫除水分。
c:水下造粒機與水環造粒機類似,不同的是它有一股平穩的水流流過模面,而與模面直接接觸。切粒室的大小恰足以使切粒刀自由地轉動越過模面而不限制水流為度。熔融聚合物從口模,旋轉刀切割粒料,粒料被經過調溫的水帶出切粒室而進入離心脫水機。在脫水機中,水被排回貯罐,冷卻并循環再用;
水下造粒機需使用熱分布均勻并有特殊絕熱設施的口模。工藝用水常規情況下加熱至溫度,優點有:因為在熔融狀態下切粒,而水又起著聲障作用,噪聲散發較低;與冷切系統比較起來更換切粒刀的次數較少,外觀更為*。PA EVA等采用拉條或水下切粒
在線反沖洗技術,在反沖洗時,因為80%的過濾面積仍然保留在流體通道中正常工作,
所以幾乎沒有任何壓力波動,濾網壽命很長,可反復沖洗達200次。
工作原理:塑料熔體經反沖洗本體流入換網器本體,雜質被金屬過濾網濾去。過濾網上的雜質逐漸積聚,熔體壓力隨之上升。
當塑料造粒機網前熔體壓力達到設定值時反沖洗柱塞在液壓缸的推動下向下移動,一小部分熔體倒流,將積聚在濾網上的雜質帶出,
倒流達到預先設定的時間后反沖洗柱塞恢復原位。這樣塑料造粒機就實現了一次自動清洗濾網過程,實現清洗濾網的目的。
塑料造粒機濾網可以循環使用,大大延長換網間隔時間,可長時間連續生產。
1) 雙柱四工位過濾網設計,每個網柱上有兩個濾網腔體,更大過濾面積,
適合高污染、大產量聚合的擠出系統(特別是敏感工藝)。適合粘度較低的高品質塑料原料的加工。
2) 雙網柱獨立換網,實現真正意義上不停機換網。
3) 全自動排氣系統,通過排氣槽能有效排除換網時網孔內殘留氣體。
4) 高精度的加工配合電子尺能保證每次換網精度。
5) 回洗效率高,避免生產停頓,增產節能,節約生產成本.(過濾網的使用個數及隨之帶出浪費的原料也是重要的成本)
?6) 采用PLC自動程序控制。
適用范圍:適合材料流動性較好,對連續生產要求較高,可以做到換網時產品不中斷,基本無壓力波動。
















