


S8高效節(jié)能伺服注塑機(90T-4000T)鎖模部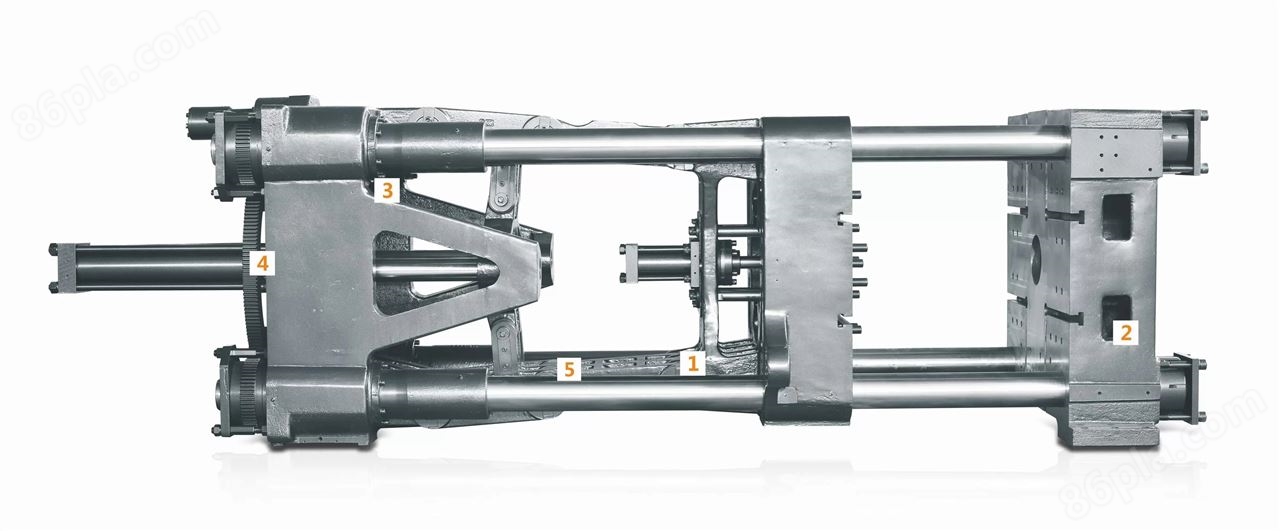
1、射膠部件采用雙缸平衡設(shè)計,射膠壓力更高,結(jié)構(gòu)簡單穩(wěn)定。設(shè)計空間更短。故障率低。
2、加大射移油缸,大機型采用雙射移油缸結(jié)構(gòu),有效的防止射嘴在機器高速運轉(zhuǎn)下,由于機器震動等原因而產(chǎn)生漏膠現(xiàn)象。
3、射膠導(dǎo)套采用石墨襯套,提高襯套耐磨性能,減少對襯套添加潤滑頻率,有效改善注射部件的清潔度。
4、射膠油缸和射缸油缸采用低摩擦密封,提高注射響應(yīng)速率及復(fù)雜工藝情況下提供射膠穩(wěn)定性。
5、橋式射臺座整體設(shè)計,適用于不同長徑比的塑化部件。
 |  |  |  |  |
| 連體連桿 | 高剛性模板 | 中大機尾板法蘭 | 齒輪調(diào)模 | 中大機石墨鋼套 |
S8高效節(jié)能伺服注塑機(90T-4000T)射膠部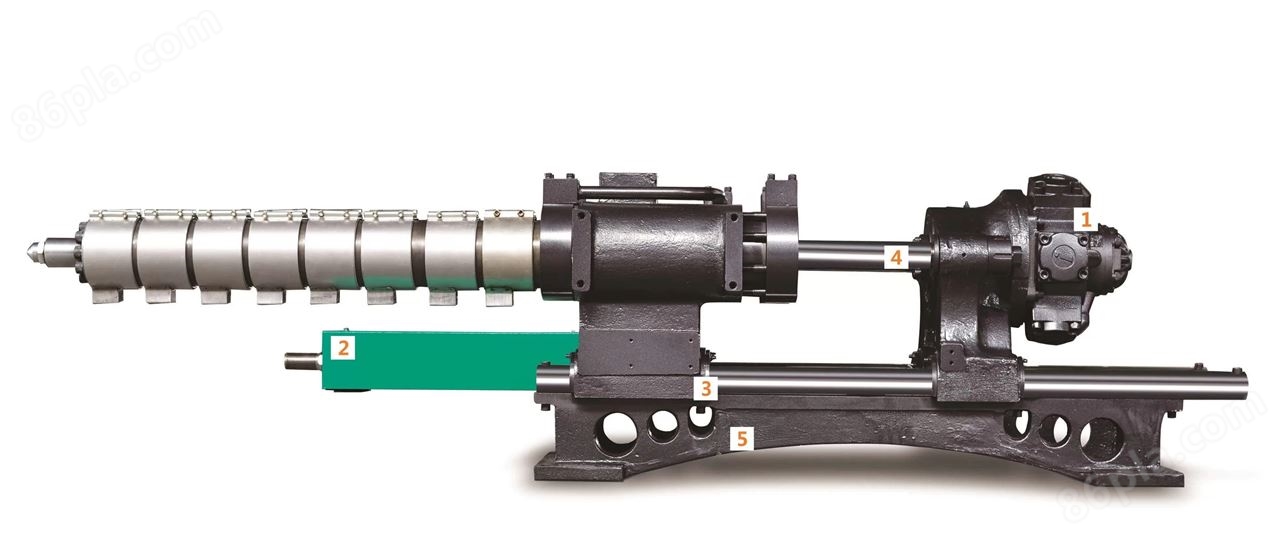
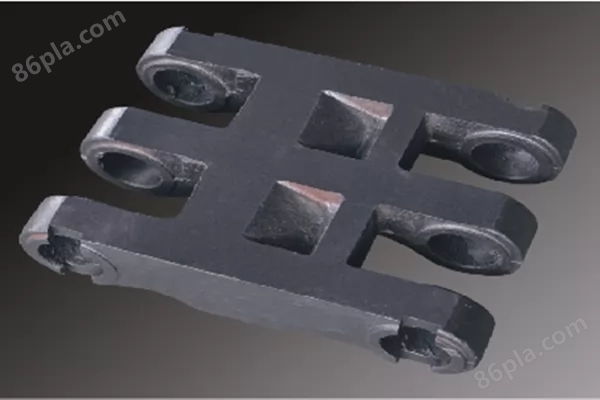
1、前連桿采用連體結(jié)構(gòu),提高連桿的剛性,保證連桿加工尺寸的*性。可以減小銷軸與缸套的配合間隙。保證連桿機構(gòu)的精度,提高連桿機構(gòu)的使用壽命。
2、鎖模頭板采用箱式結(jié)構(gòu)設(shè)計,模板厚度及內(nèi)部強筋加厚,提高頭板剛性,更加有效的減小拉桿受力時彎曲變形。
3、中大機型*的尾板法蘭設(shè)計,尾板受力變形時,通過尾板法蘭與拉桿的配合支撐,產(chǎn)生與尾板變形反向力矩,從而減小尾板變形。
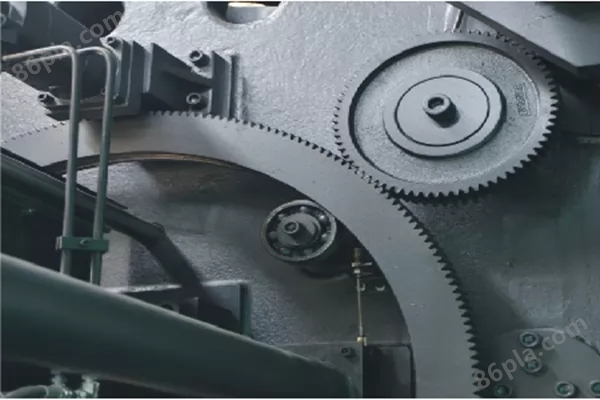
4、采用齒輪調(diào)模結(jié)構(gòu)重復(fù)精度高,調(diào)模力大
 |  |  |  |  |
| 使用短捷有力的雙缸注射 | 中大型機平衡雙射移油缸設(shè)計 | 無潤滑石墨襯套 | 采用低摩擦密封件 | 可移動橋式射臺底座 |
低噪音
液壓控制結(jié)構(gòu)設(shè)計合理,集成度較高,*的降噪處理使機器運行平穩(wěn)安靜,使工作環(huán)境更加舒適。
低油耗
油溫的降低,大大延長密封件的使用壽命,油液清潔系統(tǒng)可以快速有效的過濾油污,確保液壓件的使用壽命。
(90T-4000T)控制系統(tǒng)

1. 人性化的電腦操作界面操作簡單,操作箱可旋轉(zhuǎn)設(shè)計,操作方便。
2. 優(yōu)化的電氣設(shè)計,采用注塑機電腦,響應(yīng)時間快,控制可靠。
3. 設(shè)備生產(chǎn)過程中的資料*保存,資料清單、圖形等不同展現(xiàn)方式*符合實際應(yīng)用需。
(90T-4000T)伺服節(jié)能系統(tǒng)

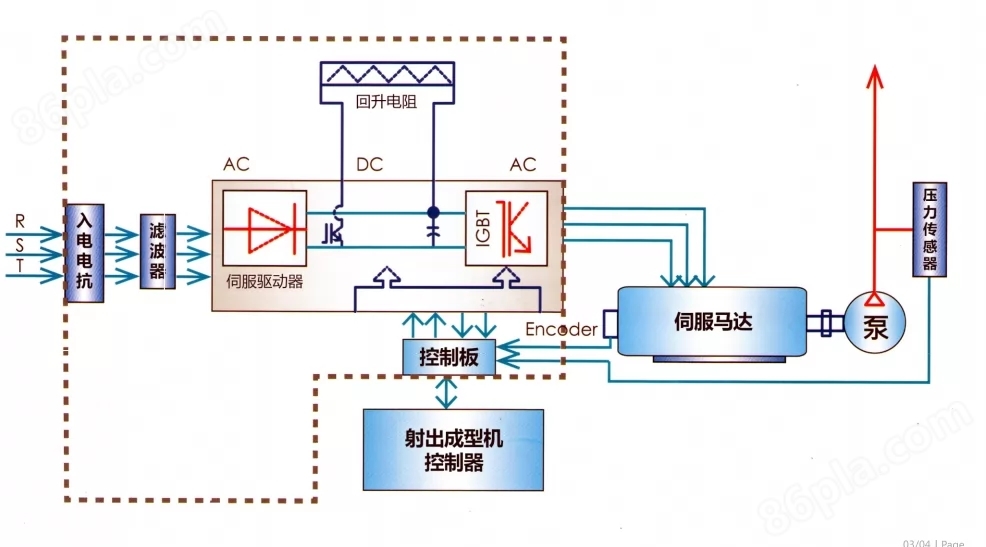
1.通過總線以高速通訊方式實現(xiàn)對實際壓力、流量、驅(qū)動器輸出電流,負(fù)載率等多個信號的實時監(jiān)控。
2.大中型注射器采用雙泵或多泵合流方式,對伺服采用特殊控制技術(shù),實現(xiàn)伺服油泵控制的*同步,達(dá)到多臺油泵合流的*效果。
(90T-4000T)伺服驅(qū)動特點
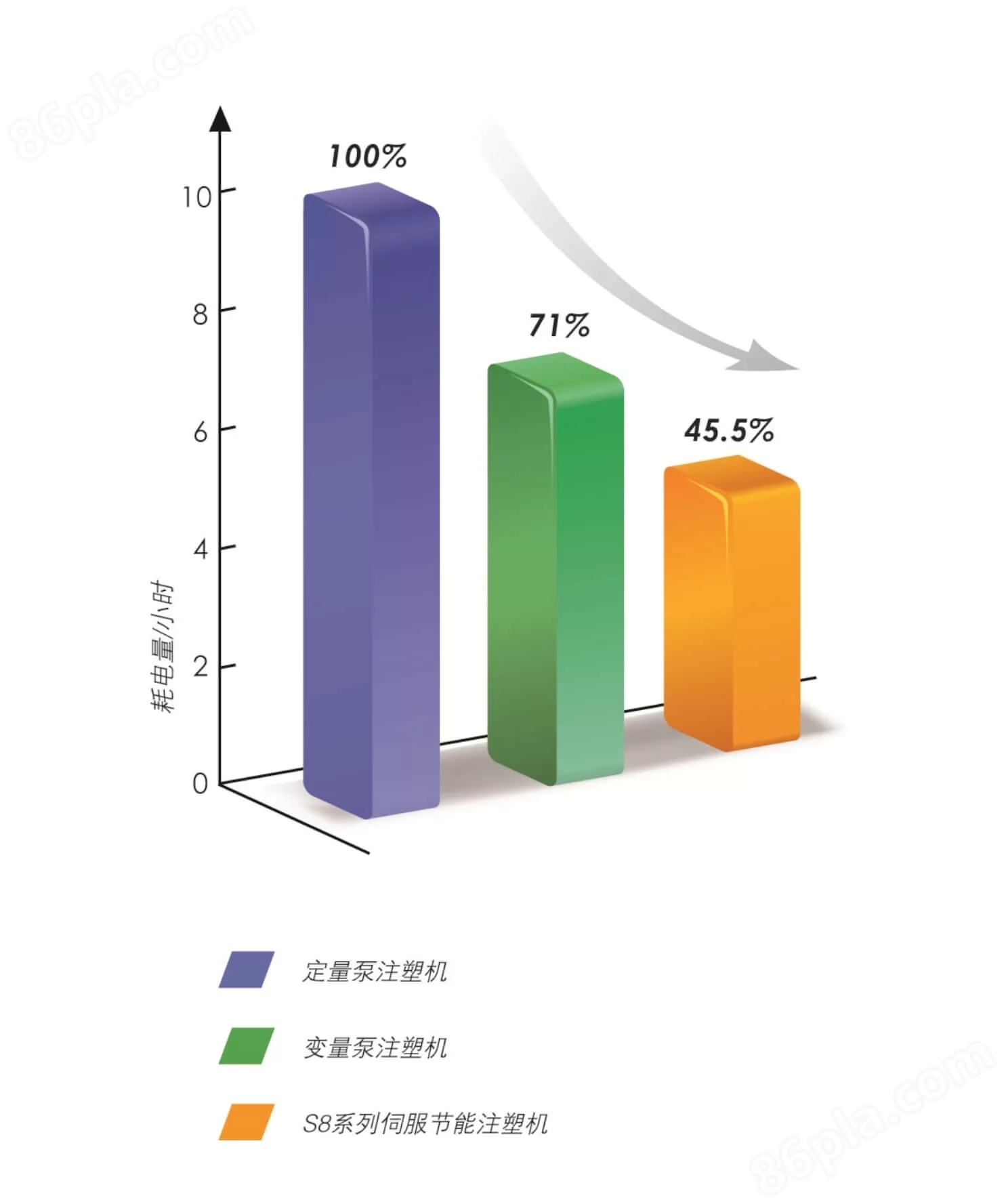
節(jié)能效果測試案例
測試產(chǎn)品:快餐盒
原料:PP
重量:21g
壁厚:0.43mm
穴數(shù):1出2
測試條件:三款機器
油泵排量相同;
參數(shù)設(shè)置相同;正常生產(chǎn)數(shù)小時;
待油溫穩(wěn)定在40℃;
用電量監(jiān)測。
經(jīng)過實際測試,S8伺服節(jié)能注塑機在生產(chǎn)過程中,相比傳統(tǒng)定量泵注塑機節(jié)能45.5%,zui高節(jié)能可達(dá)80%。
















