
今日要聞












推薦展會
更多 > >



推薦專題
更多 > >




模具加工如何選擇合適的銑刀和銑削方式?
選擇合適的銑削刀具,在面銑加工中采用滾動切入法,以及在條件適合時用銑刀進行孔加工,制造商可以在無需投資購買新設備的情況下,大幅提高生產能力,提高加工效率而節省大量時間和成本。
在選擇適合加工任務的銑刀時,必須考慮被加工零件的幾何形狀、尺寸和工件材質的各種問題。
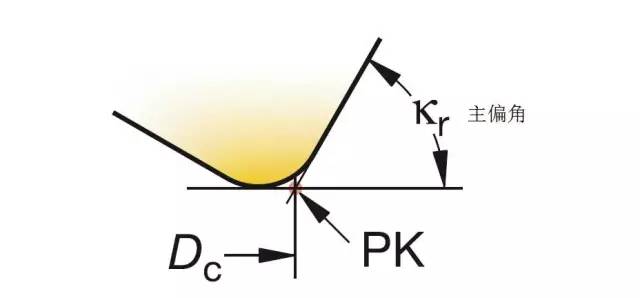
銑刀主偏角
主偏角為切削刃與切削平面的夾角。主偏角對徑向切削力和切削深度影響很大。徑向切削力的大小直接影響切削功率和刀具的抗振性能。
銑刀的主偏角越小,其徑向切削力越小,抗振性也越好,但切削深度也隨之減小。
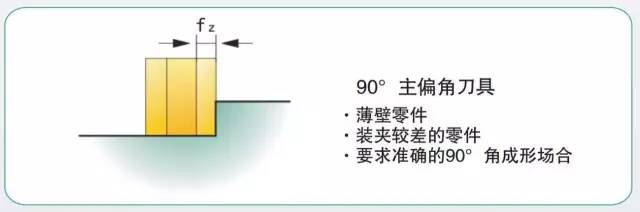
在銑削帶方肩的平面時選用90°主偏角。該類刀具通用性好,在單件、小批量加工中選用。由于該類刀具的徑向切削力等于切削力,進給抗力大,易振動,因而要求機床具有較大功率和足夠的剛性。
在加工帶方肩的平面時,也可選用88°主偏角的銑刀。較之90°主偏角銑刀,其切削性能有一定改善。90°方肩銑刀進行平面銑削的情況也十分常見。在某些情況下,這種選擇有其合理性。銑削的工件形狀不規則,或鑄件表面會導致切深量發生變化,方肩銑刀可能是*選擇。但在其他情況下,選用標準的45°面銑刀可能會獲益更多。
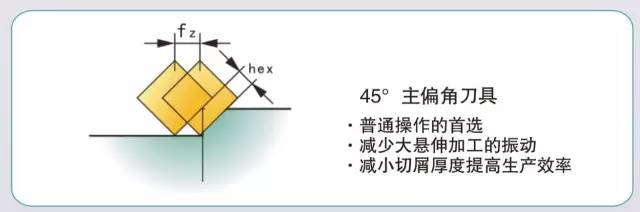
當銑刀的切入角小于90°時,由于切屑變薄,軸向切屑厚度會小于銑刀的進給率,則銑刀切入角將對其適用的每齒進給量產生很大的影響。
在面銑加工中,切入角為45°的面銑刀會使切屑變得更薄。隨著切入角的減小,切屑厚度會小于每齒進給量,而這反過來可以使進給率提高到原來的1.4倍。45°主偏角銑刀的徑向切削力大幅度減小,約等于軸向切削力,切削載荷分布在較長的切削刃上,具有很好的抗振性,適用于鏜銑床主軸懸伸較長的加工場合。用該類刀具加工平面時,刀片破損率低,耐用度高;在加工鑄鐵件時,工件邊緣不易產生崩刃。
銑刀尺寸選擇
標準可轉位面銑刀直徑規格為Φ16~Φ630mm。銑刀的直徑應根據銑削寬度、深度選擇,一般銑前深度、寬度越大,銑刀直徑也應越大。粗銑時,銑床銑刀直徑要小些;精銑時,銑刀直徑要大些,盡量包容工件整個加工寬度,減小相鄰兩次進給之間的接刀痕跡。
在對大型零件進行面銑加工時,都是使用直徑較小的銑刀,這就為提高生產率留下了很大余地。在理想情況下,銑刀應有70%的切削刃參與切削。用銑刀銑孔時,刀具尺寸變得尤為重要。相對于孔徑而言,銑刀的直徑太小,則加工時可能會在孔的中心形成一個料芯。當料芯落下時,可能會損壞工件或刀具。銑刀直徑過大,則會損壞刀具本身和工件,因為銑刀不在中心切削,可能會在刀具底部發生碰撞。

銑削方式選擇
改進銑削加工的另一種方式是優化面銑刀的銑削策略。在對平面銑削進行加工編程時,用戶必須首先考慮刀具切入工件的方式。通常,銑刀都是簡單地直接切入工件(圖1)。這種切入方式通常會伴隨很大的沖擊噪聲,這是因為當刀片退出切削時,銑刀所產生的切屑zui厚所致。由于刀片對工件材料形成很大的沖擊,往往會引起振動,并產生會縮短刀具壽命的拉應力。
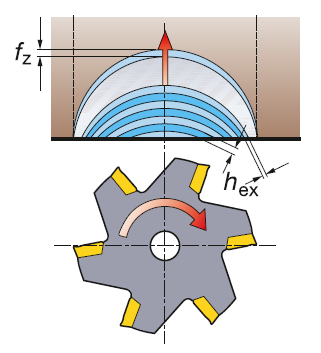
圖1面銑刀直接切入工件會引起振動和產生拉應力
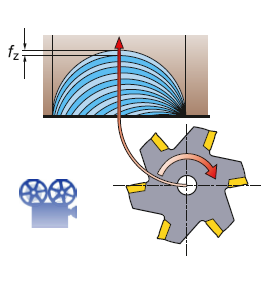
圖2旋轉切入法可以減小振動和作用于刀具的拉應力
一種更好的進刀方式是采用滾動切入法,即在不降低進給率和切削速度的情況下,銑刀滾動切入工件(圖2)。這意味著銑刀必須順時針旋轉,確保其以順銑方式進行加工。這樣形成的切屑由厚到薄,從而可以減小振動和作用于刀具的拉應力,并將更多切削熱傳入切屑中。通過改變銑刀每次切入工件的方式,可使刀具壽命延長1-2倍。為了實現這種進刀方式,刀具路徑的編程半徑應采用銑刀直徑的1/2,并增大從刀具到工件的偏置距離。
雖然滾動切入法主要用于改進刀具切入工件的方式,但相同的加工原理也可應用于銑削的其他階段。對于大面積的平面銑削加工,常用的編程方式是讓刀具沿工件的全長逐次走刀銑削,并在相反方向上完成下一次切削。為了保持恒定的徑向吃刀量,消除振動,采用螺旋下刀和滾動銑削工件轉角相結合的走刀方式通常效果更好。
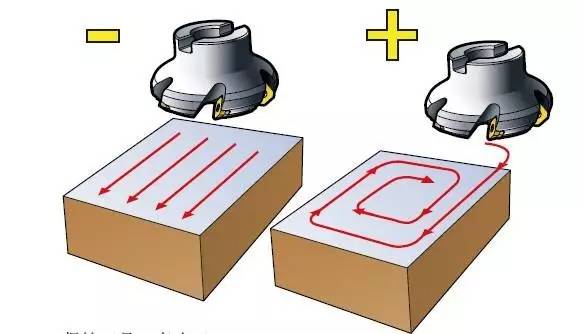
圖3螺旋刀軌有助于消除振動和延長刀具壽命
機械師們對振動引起的切削噪聲都很熟悉,它通常發生在刀具切入工件時,或刀具在吃刀狀態下進行90°急劇轉向時。滾動銑削工件轉角可以消除這種噪聲和延長刀具壽命。一般來說,工件的轉角半徑應為銑刀直徑的75%-100%,這樣可以縮短銑刀的吃刀弧長和減小振動,并允許采用更高的進給率。
為了延長刀具壽命,在面銑加工中,應盡量避免刀具從工件上的孔或中斷部位通過(如果可能的話)。當面銑刀從工件上一個孔的中間通過時,刀具在孔的一側是順銑,而在孔的另一側是逆銑,這樣會對刀片造成很大沖擊。通過在對刀具路徑編程時繞過孔和凹腔,就可以避免發生這種情況。
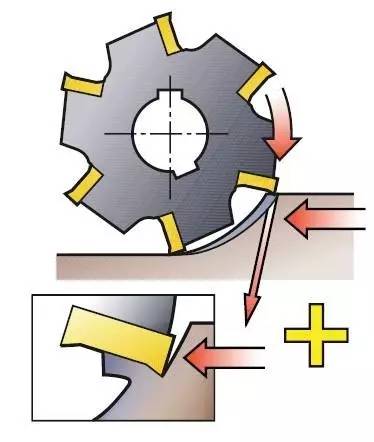
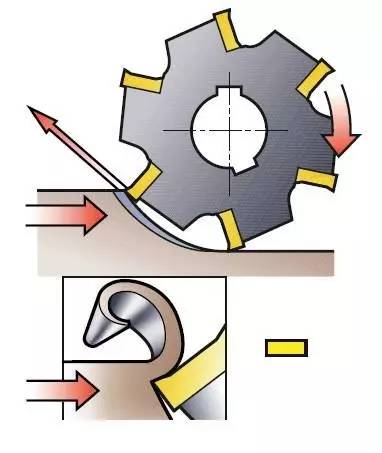
順銑逆銑
圖4
越來越多的制造商利用銑刀以螺旋插補或圓周插補方式來加工孔。雖然這種方法的加工速度比鉆孔略遜*,但對于許多加工來說卻更具優勢。
在不規則表面上鉆孔時,鉆頭可能很難沿中心線鉆入工件,從而導致鉆頭在工件表面發生偏移。此外,鉆頭每加工25mm的孔徑,就需要大約10馬力的功率,這就意味著,在小功率機床上鉆孔時,可能達不到所需的*功率值。此外,某些零件上需要加工許多不同尺寸的孔,如果機床的刀庫容量有限,采用銑孔方式則可避免機床因更換刀具而頻繁停機。
用銑刀銑孔時,刀具尺寸變得尤為重要。如果相對于孔徑而言,銑刀的直徑太小,則加工時可能會在孔的中心形成一個料芯(圖5)。當該料芯落下時,可能會損壞工件或刀具。如果銑刀直徑過大,則會損壞刀具本身和工件,因為銑刀不在中心切削,可能會在刀具底部發生碰撞(圖6)。
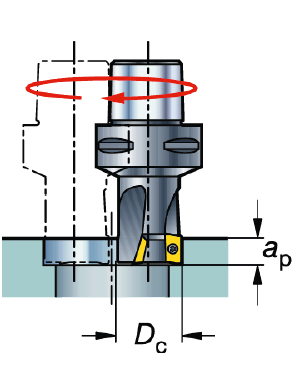
圖5銑孔時采用直徑太小的銑刀會在孔的中心形成可能會損壞刀具和工件的料芯
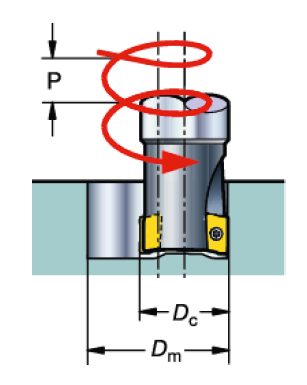
圖6銑孔時采用直徑太大的銑刀會在刀具底部發生碰撞
為了延長刀具壽命,在面銑加工中,應盡量避免刀具從工件上的孔或中斷部位通過。當面銑刀從工件上一個孔的中間通過時,刀具在孔的一側是順銑,而在孔的另一側是逆銑,這樣會對刀片造成很大沖擊。通過在對刀具路徑編程時繞過孔和凹腔,就可以避免發生這種情況。
通過選擇合適的銑刀角度,尺寸和進刀方式,使刀具以振動和拉應力zui小的方式切入工件材料,并知道在哪種情況下銑孔比鉆孔加工更有效,制造商就能率、低成本地將工件毛坯加工成精美的零件。
- 凡本網注明"來源:塑料機械網"的所有作品,版權均屬于塑料機械網,轉載請必須注明塑料機械網,http://jxbdc.com。違反者本網將追究相關法律責任。
- 企業發布的公司新聞、技術文章、資料下載等內容,如涉及侵權、違規遭投訴的,一律由發布企業自行承擔責任,本網有權刪除內容并追溯責任。
- 本網轉載并注明自其它來源的作品,目的在于傳遞更多信息,并不代表本網贊同其觀點或證實其內容的真實性,不承擔此類作品侵權行為的直接責任及連帶責任。其他媒體、網站或個人從本網轉載時,必須保留本網注明的作品來源,并自負版權等法律責任。
- 如涉及作品內容、版權等問題,請在作品發表之日起一周內與本網聯系,否則視為放棄相關權利。





