
您好, 歡迎來到塑料機械網(wǎng)! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|
您好, 歡迎來到塑料機械網(wǎng)! 登錄| 免費注冊| 產(chǎn)品展廳| 收藏商鋪|
當前位置:東莞市金世祥塑膠原料有限公司>>PPS>> 熱穩(wěn)定PPS聚苯硫醚 R 4XT菲利浦 汽車應(yīng)用









產(chǎn)品型號
品 牌
廠商性質(zhì)代理商
所 在 地東莞市
更新時間:2021-09-01 14:24:03瀏覽次數(shù):1198次
聯(lián)系我時,請告知來自 塑料機械網(wǎng)




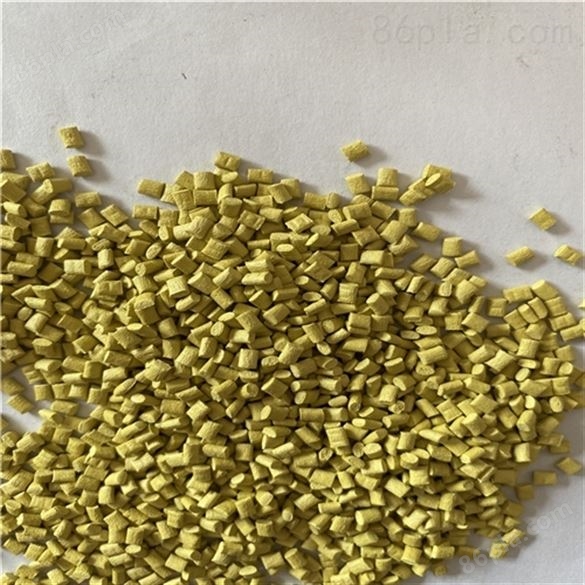
熱穩(wěn)定PPS聚苯硫醚 R 4XT菲利浦 汽車應(yīng)用
特性:耐高溫,熱穩(wěn)定,阻燃
用途:健身器材,汽車應(yīng)用
加工方法:注塑
參數(shù): 吸水率:0.05% 密度:1.65g/cm3 伸長率:1.7% 懸臂梁沖擊強度:1.7ft·lb/in 懸臂梁沖擊強度:10.5ft·lb/in
PPS雖有交聯(lián),但流動性下降不多;因此,廢料可重復(fù)使用三次;PPS本身具有脫模性,可不必加入脫模劑;PPS經(jīng)過熱處理可提高結(jié)晶度及熱變形溫度,后處理的條件為:溫度204℃,時間30min。
加工方法
(1)注塑:可采用通用注塑機,玻璃纖維增強PPS的熔融指數(shù)以50為宜。注塑的工藝條件為:料筒溫度,純PPS為280~330℃,40%GFPPS為300-350℃;噴嘴溫度,純PPS為305℃,40%GFPPS為330℃;模具溫度120-180℃;注塑壓力,50-130MPA。
(2)擠出:采用排氣式擠出機,工藝為:加料段溫度小于200℃;料筒溫度300-340℃,連接體溫度320-340℃,口模溫度300-320℃。
(3)模壓成型:適合大型制品,采用兩次壓縮,先冷卻,后熱壓。熱壓的預(yù)熱溫度純PPS為360℃左右15min,GFPPS為380℃左右20min;模壓壓力為10~30Mpa,冷卻到150℃脫模。
(4)噴涂成型:采用懸浮噴涂法和懸浮噴涂與干粉熱噴混合法,都是將PPS噴涂到金屬表面,再經(jīng)過塑化、淬火處理而得到涂層;PPS的涂層處理溫度在300℃以上,保溫30min
熱穩(wěn)定PPS聚苯硫醚 R 4XT菲利浦 汽車應(yīng)用



請輸入賬號
請輸入密碼
請輸驗證碼
掃一掃訪問手機商鋪
以上信息由企業(yè)自行提供,信息內(nèi)容的真實性、準確性和合法性由相關(guān)企業(yè)負責,塑料機械網(wǎng)對此不承擔任何保證責任。
溫馨提示:為規(guī)避購買風(fēng)險,建議您在購買產(chǎn)品前務(wù)必確認供應(yīng)商資質(zhì)及產(chǎn)品質(zhì)量。




 塑料機械網(wǎng)
塑料機械網(wǎng)