實驗室雙螺桿造粒設備從廣義上講,任何使小顆粒團聚成較大實體的過程和任何“巨大"物塊分成較小顆粒的過程都可稱為造粒過程。前者稱為粉體造粒,后者可稱為破碎造粒。其中,雙螺桿造粒設備技術從廣義上也可分為兩大類,一類是成型加工法,主要是將粉狀物料通過特定的設備和方法,處理成為滿足特定形狀、尺寸、成分、密度等的團塊物料,此方法特別注意控制單個團塊的性質;另一類是粒徑增大,主要是把細粉體團聚成比較粗的顆粒,這類方法注意的是控制整堆物料的性質。
成型加工法在目前工業中應用比較廣泛,但是工藝系統相對比較復雜,并且生產能力比較低,生產成本相對要高一些。而粒徑增大大多應用對顆粒形狀和密度要求不高的工藝情況,其工藝系統簡單且容易操作,生產能力通常比較大,生產和運行成本比較低。

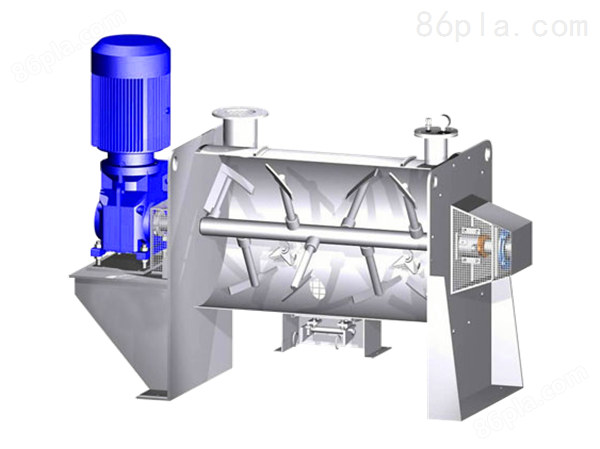
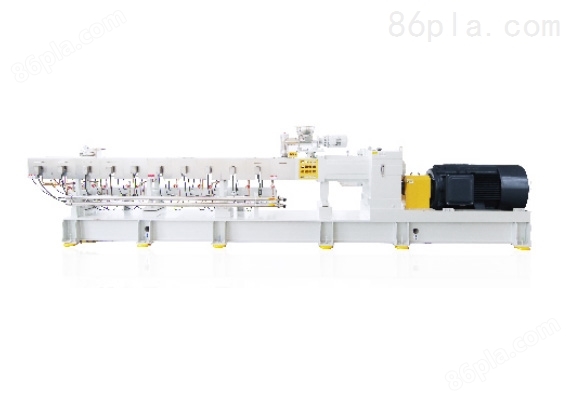
下面為您介紹實驗室雙螺桿造粒設備工作原理:
新齒輪傳動箱運轉“磨合"后,應更換新油,以后每運轉4000小時,更換一次新油。定期清理濾油器和清除油箱底部沉淀污垢,并定期給潤滑點加油。檢查電機及油箱的溫升,軸承是否局部過熱,電機和齒輪的異常噪音漏油濾油器花鍵軸的徑向圓跳動及與螺桿端面的接觸間隙。傳動系統日常維護保。
有些螺汗的均化段是一表面*平滑的桿體稱為頭,但也有刻上凹槽或銑刻成花紋的。頭具有攪拌和節制物料消除流動時脈動(脈沖現象的作用,并隨增大物料的壓力,降低料層厚度,改善加熱狀況,且能進一步提高螺桿塑化效率。
逆流——流動方向與正流相反,由機頭多孔板過濾板等阻力引起的壓力梯度所造成。橫流——熔體沿著垂直于螺紋壁方向的流動,影響擠出過程中熔體的混合和熱交換作用。漏流——由于壓力梯度在螺桿與料筒間隙處形成的倒流,沿螺桿軸向方向。








 塑料機械網
塑料機械網