 塑料機械網
塑料機械網











詳細介紹
修補條粘接工藝介紹:
修補條主要粘接工藝依靠皮帶修補條的CN粘接層與粘接劑之間強烈的化學反應形成高效的粘接強度。修補條粘接工藝概括起來就是*的冷硫化工藝。

修補條常用的規格介紹
加強型橡膠修補條規格(厚度*寬度*長度)(單位mm)
2.2*100*10000;3.2*150*10000;3.2*220*10000;3.4*300*10000;3.4*400*10000
普通型橡膠修補條規格(厚度*寬度*長度)(單位mm)
3.6*100*10000;4.6*150*10000;4.6*220*10000;4.8*300*10000;4.8*400*10000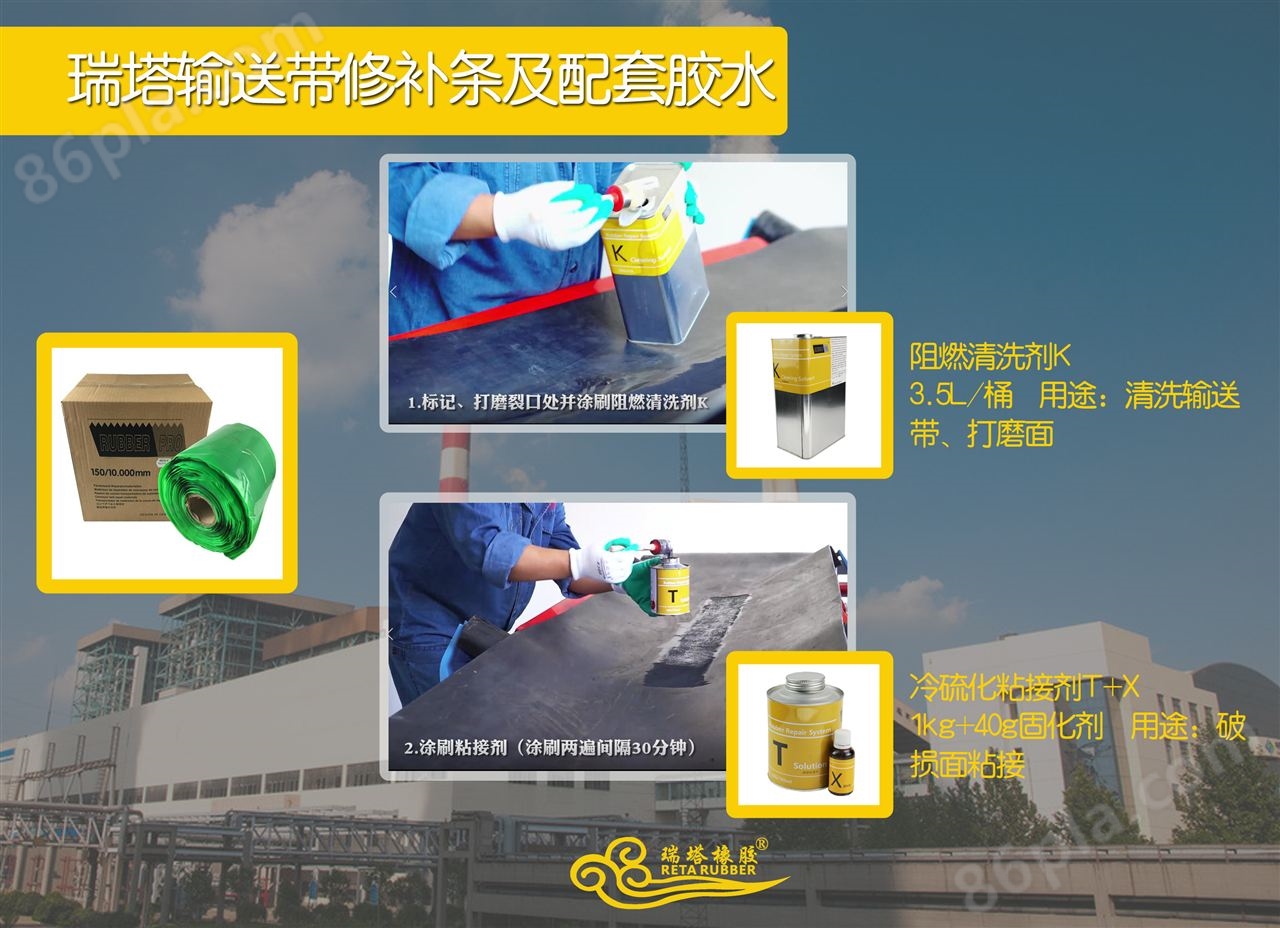
修補條使用方法:
1.首先標記好輸送帶破損位置,使用角磨機配合鎢鋼打磨碟對輸送帶破損部位進行打磨處理,表面無凸起即可,打磨的厚度以不小于修補條厚度為宜。
2.清洗破損位置
3.在輸送帶破損部位涂刷*遍膠水(TX)待其干燥(約30分鐘)之后再涂刷第二遍.
4.在對破損位置刷第二遍膠水的時候同時對修補條背部的CN層粘接面涂刷一遍冷硫化膠水.
5.待膠水略有粘性不粘手背的時候(第二遍膠水涂上去5分鐘后),把修補條貼合在輸送帶破損部位,使用壓實滾輪由內向外輾實,排出多余空氣。



 塑料機械網
塑料機械網