 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)



詳細(xì)介紹
| 機(jī)型 | LG100-B | ||
| 注射單元 | A | B | |
| 螺桿直徑 | mm | 32 | 34 |
| 理論注射容量 | Cm³ | 110 | 124 |
| 理論注射重量 | g | 132 | 148 |
| 注射壓力 | Mpa | 231 | 204 |
| 注射速率 | g/s | 70 | 79 |
| 螺桿長(zhǎng)徑比 | L/D | 16 | 15 |
| 螺桿轉(zhuǎn)速 | r.p.m | 0-190 | |
| 噴嘴直徑 | Srmm | 10 | |
| 鎖模單元 | |||
| 鎖模力 | KN | 1000 | |
| 開(kāi)模行程 | mm | 320 | |
| 允許模具厚度 | mm | 150-400 | |
| 拉桿內(nèi)間距 | mm | 385X350 | |
| 頂出行程 | mm | 125 | |
| 頂出力 | KN | 50 | |
| 頂出桿根數(shù) | Piece | 5 | |
| 模板定位孔直徑 | mm | 100 | |
| 其他 | |||
| 加熱功率 | KW | 8 | |
| 大油泵壓力 | MPa | 16 | |
| 油泵電機(jī)功率 | KW | 11 | |
| 外形尺寸 | m | 4.3X1.5X1.6 | |
| 機(jī)器重量 | t | 3.4 | |
| 油箱容積 | L | 180 | |
 ●膠木塑料設(shè)計(jì)料筒螺桿,采用高強(qiáng)度合金鋼特殊加工處理,復(fù)合了具有高耐磨性能的雙合金材料,具有優(yōu)異的耐腐蝕性及耐磨耗的特點(diǎn);
●膠木塑料設(shè)計(jì)料筒螺桿,采用高強(qiáng)度合金鋼特殊加工處理,復(fù)合了具有高耐磨性能的雙合金材料,具有優(yōu)異的耐腐蝕性及耐磨耗的特點(diǎn);
●料筒螺桿采用油冷卻裝置,保證溫度控制穩(wěn)定精確;
●根據(jù)電木注射成型特點(diǎn),具有開(kāi)模排氣功能;
●更換料筒螺桿后后可轉(zhuǎn)為熱塑性塑料注射成型機(jī);
●采用大一級(jí)預(yù)塑液壓馬達(dá),提高了注射塑率,實(shí)現(xiàn)高效優(yōu)質(zhì)塑化;
●針對(duì)電木模具高溫的要求,特別設(shè)計(jì)隔熱板裝置;
●兩組模具溫度控制接口,采用電腦高精度控制。
●采用高精度的電子尺實(shí)現(xiàn)位置控制,位置設(shè)定精度可達(dá) 0.1mm。
●自動(dòng)調(diào)模功能,可直接輸入鎖模壓力,由電腦自動(dòng)完成模厚調(diào)整工作。
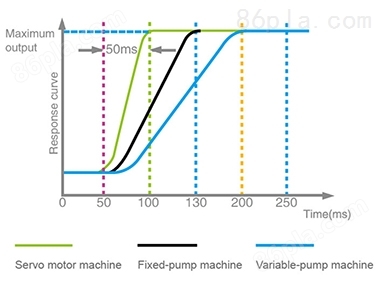
| 高效、節(jié)能、環(huán)保、低噪音、快速響應(yīng) | |
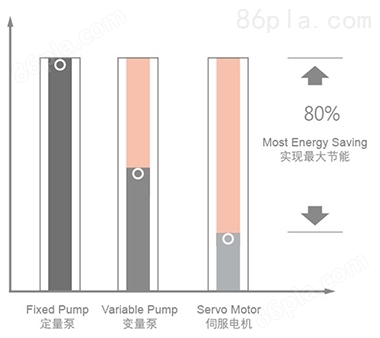
壓力反應(yīng)快,迅速啟動(dòng)以 0.05 秒 相比傳統(tǒng)的注塑機(jī)的控制系統(tǒng),以響應(yīng)將是快 2-3 倍 高響應(yīng)速度,縮短開(kāi)發(fā)周期,提高生產(chǎn)效率 產(chǎn)品重復(fù)精度可提高到超過(guò) 5‰,完*夠滿(mǎn)足超精密注塑的要求 | 耗電量比較圖
|





 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)