


會(huì)員.png) 8
8
當(dāng)前位置:南京科亞化工成套裝備有限公司>>擠出機(jī)組>>擠出機(jī)設(shè)備>> 雙螺桿擠出機(jī)設(shè)備廠家

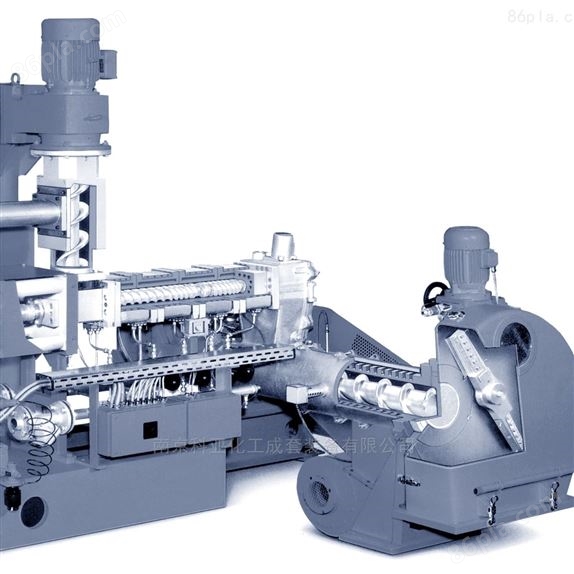

雙螺桿擠出機(jī)設(shè)備廠家可以從嚙合與否、旋轉(zhuǎn)方向是同向還是異向,螺桿軸線是否平行平行雙螺軸線是否平行等進(jìn)行分類
(1)、嚙合型同向雙螺桿擠出機(jī)設(shè)備:
由于同向旋轉(zhuǎn)雙螺桿在嚙合處的速度相反,一根螺桿要把物料拉入嚙合間隙,而另一根螺桿把物料從間隙中推出,結(jié)果使物料從一根螺桿轉(zhuǎn)到另一根螺桿,呈“∞"形前進(jìn)。由于嚙合區(qū)間隙很小,嚙合處螺紋和螺槽的速度方向相反,因此具有很高的剪切速度,有很好的自潔作用,即能刮去粘附在螺桿上的任何積料,從而使物料的停留時(shí)間很短,所以嚙合型同向主要多用于混煉和造粒。
(2)、嚙合型異向旋轉(zhuǎn) 在嚙合異向旋轉(zhuǎn)中,兩根螺桿是對(duì)稱的,由于旋轉(zhuǎn)方向不同,一根螺桿上物料螺旋前進(jìn)的道路被另一根螺桿的螺棱堵死,不能形成“∞"字型運(yùn)動(dòng)。在固體輸送部分,物料是近似的密閉“C"形小室的形態(tài)向前輸送。但設(shè)計(jì)中將一根螺桿的外徑與另一根螺桿的根徑之間留有一定的間隙量,以便使物料能夠通過。 物料通過兩螺桿之間的徑向間隙時(shí),受到強(qiáng)烈的剪切、攪拌和壓延作用,因此物料塑化較好,同時(shí)它靠逐漸減小螺距來獲得壓縮比,多用于加工制品。
優(yōu)點(diǎn):由于打開方便,所以能隨時(shí)發(fā)現(xiàn)螺紋元件、機(jī)筒內(nèi)襯套的磨損程度,從而進(jìn)行有效的維修或更換。不至于在擠出產(chǎn)品出現(xiàn)問題時(shí)才發(fā)現(xiàn),造成不必要的浪費(fèi)。
雙螺桿擠出機(jī)設(shè)備廠家開機(jī)操作
1、預(yù)熱升溫:將總電源開關(guān)及各段電加熱器電源開關(guān)合上,按工藝對(duì)各加熱區(qū)(120度左右)進(jìn)行參數(shù)設(shè)定,開始升溫。
2、各段加熱溫度達(dá)到設(shè)定值后,繼續(xù)恒溫30~45分鐘,(因?yàn)閺耐搀w傳溫到螺桿需要一個(gè)過程,所以,還是需要較長(zhǎng)的時(shí)間)同時(shí)進(jìn)一步檢驗(yàn)各段溫控儀表和電磁閥工作的準(zhǔn)確性。
3、用手盤動(dòng)彈性聯(lián)軸器,確定正常,雙螺桿芯軸與傳動(dòng)箱的鏈接金屬套要檢查是否已經(jīng)往傳動(dòng)箱方向滑動(dòng)。如果滑過太多,很可能在高扭矩情況下,損壞芯軸根部的嚙合端,一般針對(duì)部分國(guó)產(chǎn)雙螺桿廠家。可準(zhǔn)備啟動(dòng)主電機(jī),閉合電源開關(guān)、輔助電源開關(guān)及啟動(dòng)按鈕,進(jìn)行主機(jī)轉(zhuǎn)速設(shè)定,逐漸升高主螺桿轉(zhuǎn)速,空轉(zhuǎn)轉(zhuǎn)速不高于40r/min,時(shí)間不超過兩分鐘。
4、小型雙螺桿擠出機(jī)主機(jī)空轉(zhuǎn)若無異常,可按下喂料機(jī)啟動(dòng)按鈕,調(diào)整喂料轉(zhuǎn)速設(shè)定,以盡量低的轉(zhuǎn)速開始喂料。待機(jī)頭有物料排出后再緩慢地升高喂料螺桿轉(zhuǎn)速和主螺桿轉(zhuǎn)速,使喂料機(jī)與主機(jī)轉(zhuǎn)速相匹配,調(diào)節(jié)時(shí)隨時(shí)密切注意主機(jī)電流指示,使主機(jī)電流不超過額定電流,同時(shí)注意機(jī)組運(yùn)轉(zhuǎn)情況,若有異常,應(yīng)及時(shí)停車處理。
5、為避免物料高剪切混煉過熱,各段筒體配有軟水循環(huán)冷卻系統(tǒng)。開車啟動(dòng)階段,冷卻系統(tǒng)不需開,運(yùn)轉(zhuǎn)后,觀察主機(jī)各段溫升,視情況決定冷卻系統(tǒng)的使用。

