



二、伺服泵優勢: 1. 定義:伺服泵Z利技術是由伺服電機與油泵直聯而成,伺服電機是控制單元,油泵是執行單元。液壓油的流量大小及系統壓力取決于電機轉速。伺服泵控制技術在電液伺服試驗機上的應用是我公司的D家創新技術。 2. 優勢主要有三個: ①. 穩定與可靠 由于伺服電機的技術完善以及性能的穩定、可靠,油泵技術的完善以及性能的穩定、可靠,所以伺服泵技術的Z大特點就是穩定與可靠。液壓控制系統的故障率可趨向于零。 ②. 控制J度高 應力速率、應力保持、應變速率、應變保持、橫梁位移速率的控制精度均優于±0.2%。這對于其它試驗機來說是不可想象的。 ③. C 越是在加載狀態下,效果越好。應用伺服泵Z利技術控制的電液伺服W能試驗機可稱為C試驗機。 3. 液壓控制系統為伺服閥(或數字閥)的試驗機(數字閥控制為開環控制),液壓油的流量大小及系統壓力取決于閥芯開口的大小,由閥芯在閥套內持續不停地移動來實現。液壓油中的細微顆粒極易造成閥芯卡死,試驗機癱瘓。因此,對液壓油的清潔度要求、試驗機工作環境的清潔度要求都J高。正是由于伺服閥太過嬌貴,致使試驗機的故障率大幅提高。這是國內試驗機行業的一大頑疾。而伺服泵技術則*克服了這一行業難題,帶領我們G家的試驗機控制技術前進了一大步。
1. 主機油缸采用柱塞式結構,油缸套采用鑄鋼材質、柱塞采用球墨鑄鐵,在工廠經過粗加工后,進行回火處理,并經過一年以上的時效處理,確保油缸套和柱塞的穩定性,并且要保證油缸套和柱塞的同心度,并經過超壓實驗,沒有滲漏,和體變的油缸才是合格的,只有這樣的油缸才能裝到試驗機上。
2. 整機采用4根光杠,2根絲杠,由大截面的下試臺,活動中橫梁和上橫梁組成高剛度的閉環受力框架,完成試樣的拉伸試驗。
3. 力傳感器采用GJ度輪輻式負荷傳感器,該傳感器(輪幅式)經過特殊的處理,真空回火,脈動疲勞來消除傳感器體的內應力,確保傳感器的長期穩定性。
4. 電機采用中國臺灣東元牌電機,該電機具有性能可靠;運轉平穩、噪音小;結構緊湊,體積小,外觀漂亮等特點;
5. 鉗口夾具屬于消耗品,它的使用時間與用戶所做試樣的強度及頻率有關,我公司在主機中已各配的扁試樣鉗口及圓試樣鉗口材料采用20CrMnTi經過鍛造熱處理、時效、加工等工序特殊處理,硬度適中,故平均使用壽命優于同行業。
四、控制系統:

測控卡

伺服控制器
STC8800 W能試驗卡是基于 PCI 接口的微機內置式PCI試驗卡,符合PCI 2.1規范。該卡可直接插入微機的任一PCI插槽中,通過簡單的連線,直接連接到試驗機,即可實現微機自動測量與控制,真正做到即插即測。STC8000W能試驗卡集程控放大、A/D轉換、D/A轉換、數字量I/O、計數及脈沖發生(PWM)、方波發生(SWP)等功能于一體,其系統結構可靠簡潔,并且具有十分良好的互換性。
STC8000采集卡的技術性能
? 2路GJ準24位A/D轉換通道。有效采樣周期50Hz,Z高分辨率達±1/500000,全程不分檔,全程分辨率不變;
? 3路數字量采集,采用高速光耦,截止頻率高達100MHz;
? 8路開關量輸入輸出;
? 1路方波輸出,輸出頻率范圍高達1:200萬;
? 1路DA輸出,輸出J度高達18位;
? 2路PWM輸出,輸出J度高度1:10萬;
? 全系統采用數字化設計, 安全、穩定、可靠、J度高;
? 全系統無任何可調器件,數字調零和測控參數自動標定;
? 系統集成CPLD運算器件,具備G速運算能力,實時處理數字信號;
? 系統板采用4層PCB抗干擾布線方法,抗力強;
? 本系統采用PCI2.1總線標準;易擴展、易升級而且做到”即插即用”;
? 嚴格遵循JJF 1103-2003 W能試驗機計算機數據采集系統的評定進行設計.
SmartTtest軟件簡介
? 全程不分檔顯示試驗力及峰值、變形,并且分辨率不變,可自動標定;
? 同時記錄力-時間,變形-時間,位移-時間、應力-時間、應變-時間、力-變形、力-位移、
? 應力-應變等試驗曲線,可隨時切換觀察,高速采樣;
? 準確、W善的數據分析功能,采用人機交互方式分析計算測試材料的機械性能指標,可 自動計算彈性模量、屈服強度、非比例伸長應力等,也可人
? 工干預分析過程,提高分析的準確度;
? 提供多種報表打印接口,用戶可根據需要編輯任何格式的報表;
? 試驗數據采用標準數據庫管理方式,自動保存所有試驗數據和曲線;
? 系統軟件集成GB/T228.1-2010等200多種國家標準或試驗方法;
? 該系統正在為全國近4000臺試驗機服務,技術已經非常成熟。
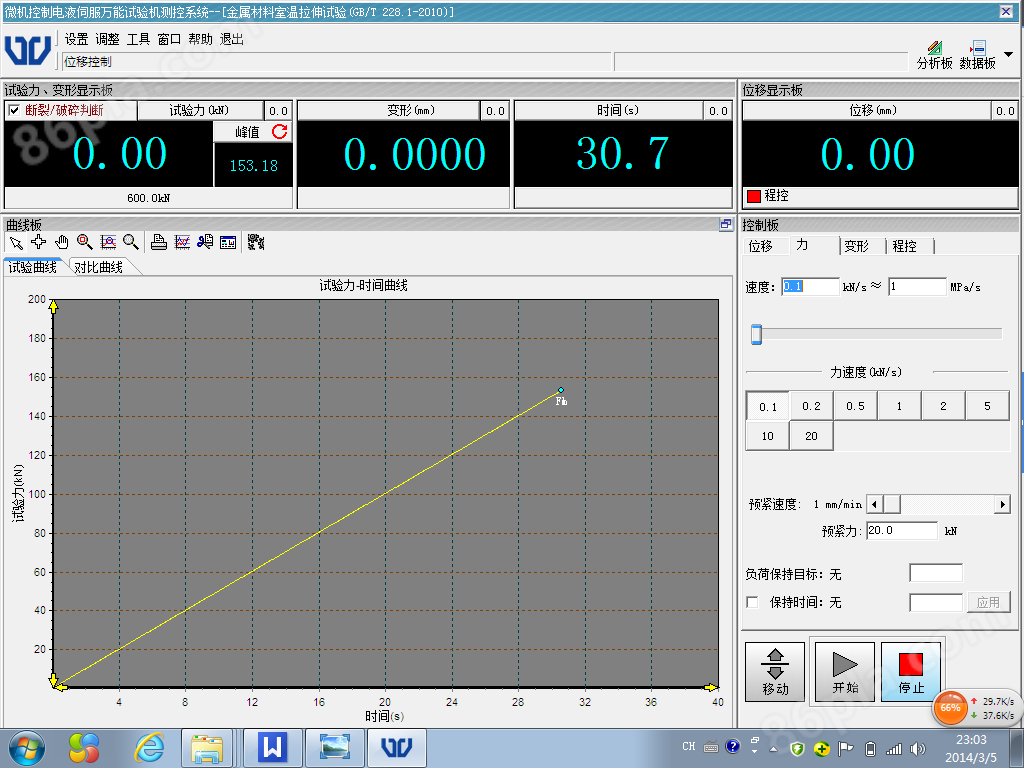
軟件主界面
操作界面
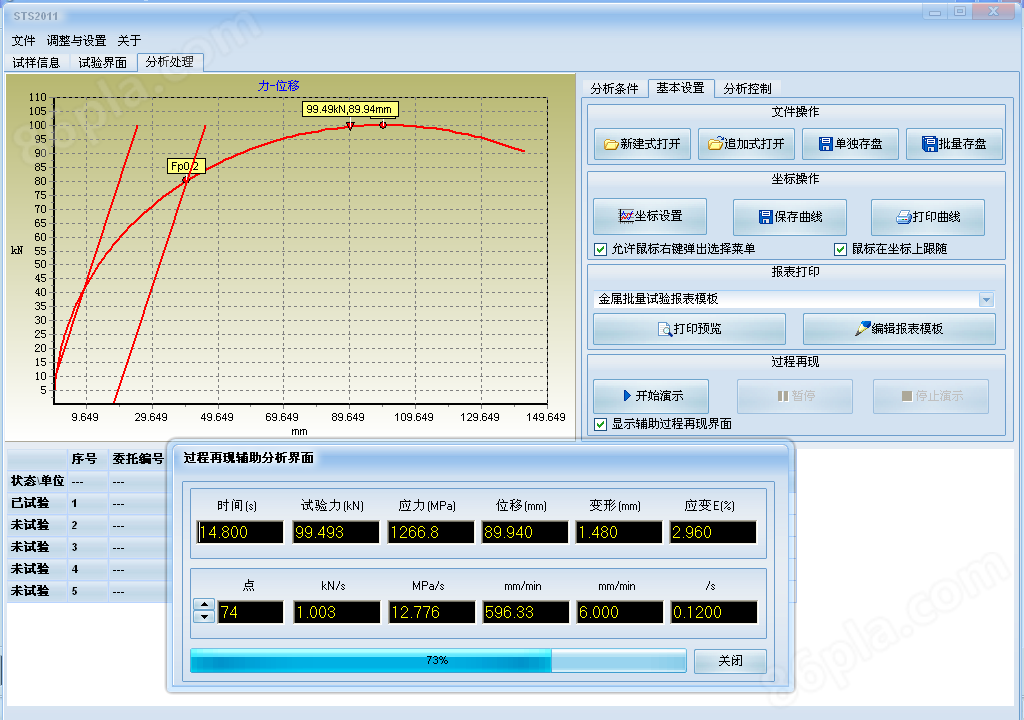
分析界面過程再現
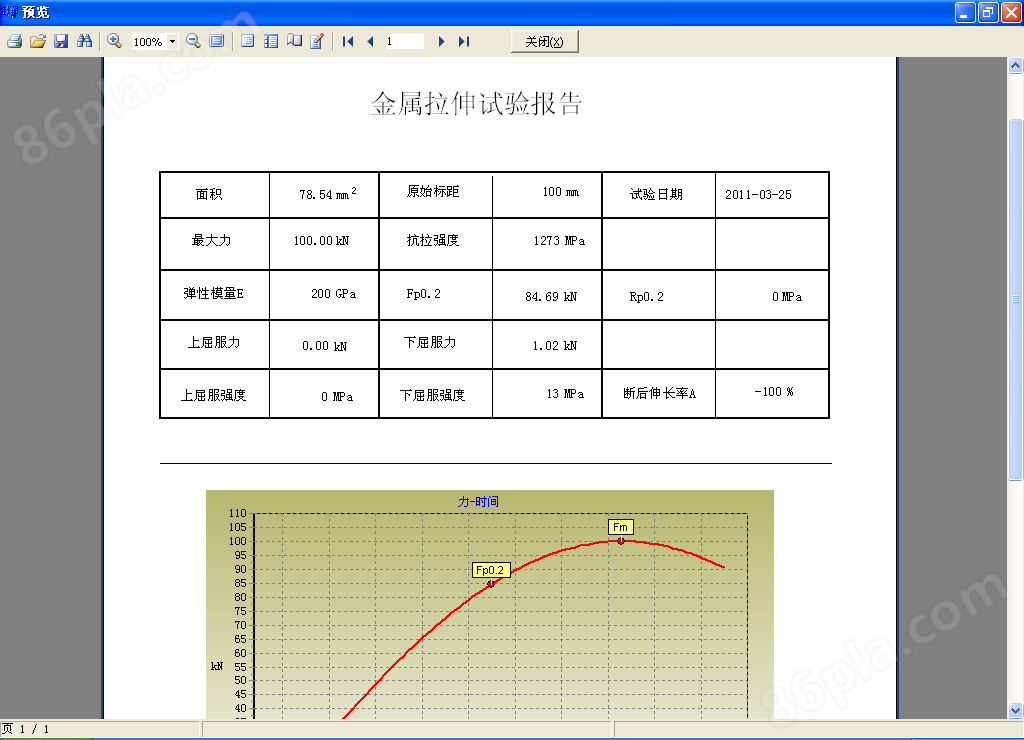
試驗報告打印界面
六、設備標準技術參數:
(1) Z大試驗力(kN): 1000;
(2) 整機精度等級: 1級 ;
( 3) 立柱數: 4立柱、2絲杠(液壓夾緊);
( 4) 試驗力測量范圍(kN): 2%~99%F·S;
(5) 變形分辨率: Z大變形量的1/500000 ;
(6) 試驗力示值誤差: ±1%;
(7) 變形分辨力(mm): Z大變形量的1/500000 ;
(8) 變形測量范圍: 1%~99%F·S;
(9) 位移示值相對誤差: ±1%以內;
(10)控制參數:
◆ 力控控制速度范圍: 0.001%~5%FS/s;
◆ 力控速度控制J度: 0.001%~1%FS/s時,±0.2%;1%~5%FS/s時,±0.5%;
◆ 力控保持精度: ±0.002%FS;
◆ 變形控控制速度范圍:0.001%~5%FS/s;
◆ 變形控速度控制J度:0.001%~1%FS/s時,±0.2%;1%~5%FS/s時,±0.5%。
◆ 變形控保持精度: ±0.002%FS;
◆ 位移控控制速度范圍:0.007~100mm/min;
◆ 位移控速度控制J度:±0.2%;
◆ 位移控保持J度: ;
◆ 應變控+應變控+位移控,屈服自動判定,適合GB228.1-2010 A方法;
◆ 應變控+位移控+位移控,屈服自動判定,適合GB228.1-2010 A方法;
◆ 應力控+應變控+位移控,屈服自動判定,適合GB228.1-2010 B方法;
◆ 應力控+位移控,非彈性段自動判定,適合力控拉斷;
(11)兩立柱有效距離(mm): 580;
( 12)Z大拉伸空間(mm): 700;
(13)Z大壓縮空間(mm): 500;
(14)圓試樣夾持直徑(mm): Φ6-Φ45;
(15)扁試樣Z大夾持寬度(mm):75;
(16)彎曲支點Z大間距(mm): 400;
(17)壓盤尺寸(mm): 204*204mm;
(18)活塞行程(mm): 150;
(19)主機外形尺寸(mm): 910×830×2300;
(20)主機重量(kg): 3200;
(21)總功率(KW): 2;
(22)工作環境: 室溫10~35℃,濕度20%~80%
七、產品組件與配置:
(一)標準主機部分
◆ 底座:1件;
◆ 主油缸:1件;
◆ 工作臺:1件工;
◆ 上、下橫梁:1件;
◆ 立柱:4根,高性能優質碳素結構鋼精密制作,表面鍍鉻;
◆ 絲杠:2根;
◆ 拉伸螺母:2只;
◆ 減速電機:1套,裝在底座上(國茂齒輪減速三相異步電動機)。
(二)動力源系統
◆ 主油泵:1臺;
◆ 伺服電機:1臺(中國臺灣東元,JSMA-MB10ABK01);
◆ 電磁換向閥:1件;
◆ 調整溢流閥:1件;
◆ 濾油器:1個;
◆ 高壓油管:5根;
◆ 油箱:1只;
◆ 油源柜:1臺,兼做微機工作臺。
(三)電氣系統
◆ 交流接觸器:2個;
◆ 斷路器:1個;
◆ 熔斷器:1個;
◆ 航插:3個;
◆ 限位開關:1套,控制活塞Z大升程;
◆ 控制開關:1套。
(四)測量顯示與控制系統
◆ 傳感器:1個,高精度傳感器(1000KN);
◆ 位移傳感器:1只,拉線式光電編碼器(開思);
◆ 臺式商用計算機:(惠普)1臺;
◆ 打印機:1臺,噴墨打印機(惠普HP1010/A4);
◆ 獨立式全數字控制器:1套(SmartTtest型,濟南中路昌);
◆ 專用測控軟件:1套(SmartTtest型文版液壓金屬拉壓試驗軟件,濟南中路昌)。
(五)配置試驗器具
◆ 液壓夾持裝置:2套(上下橫梁外置各1套);
◆ 鉗口卡板:1副(共4塊);
◆ 圓鉗口:Φ13-Φ26,1付;Φ26-Φ40,1付;平鉗口Φ0-Φ15,1付;
◆ 壓縮附具:1套。
















