









無鹵注塑工業螺桿清洗注意事項:
①要準備好通風條件,因為加工過程中會有煙霧產生。
②勻速轉動螺桿,均勻對表面加熱,不要只在某一點加熱螺桿,否則一邊的熱應力會造成螺桿扭曲變形。
③螺桿溫度不能超過400℃(包括螺紋),否則會降低螺桿硬度和抗磨損能力。
④當處理止逆環時應特別小心,因為止逆環上的薄壁部分加熱溫度上升幅度較快。
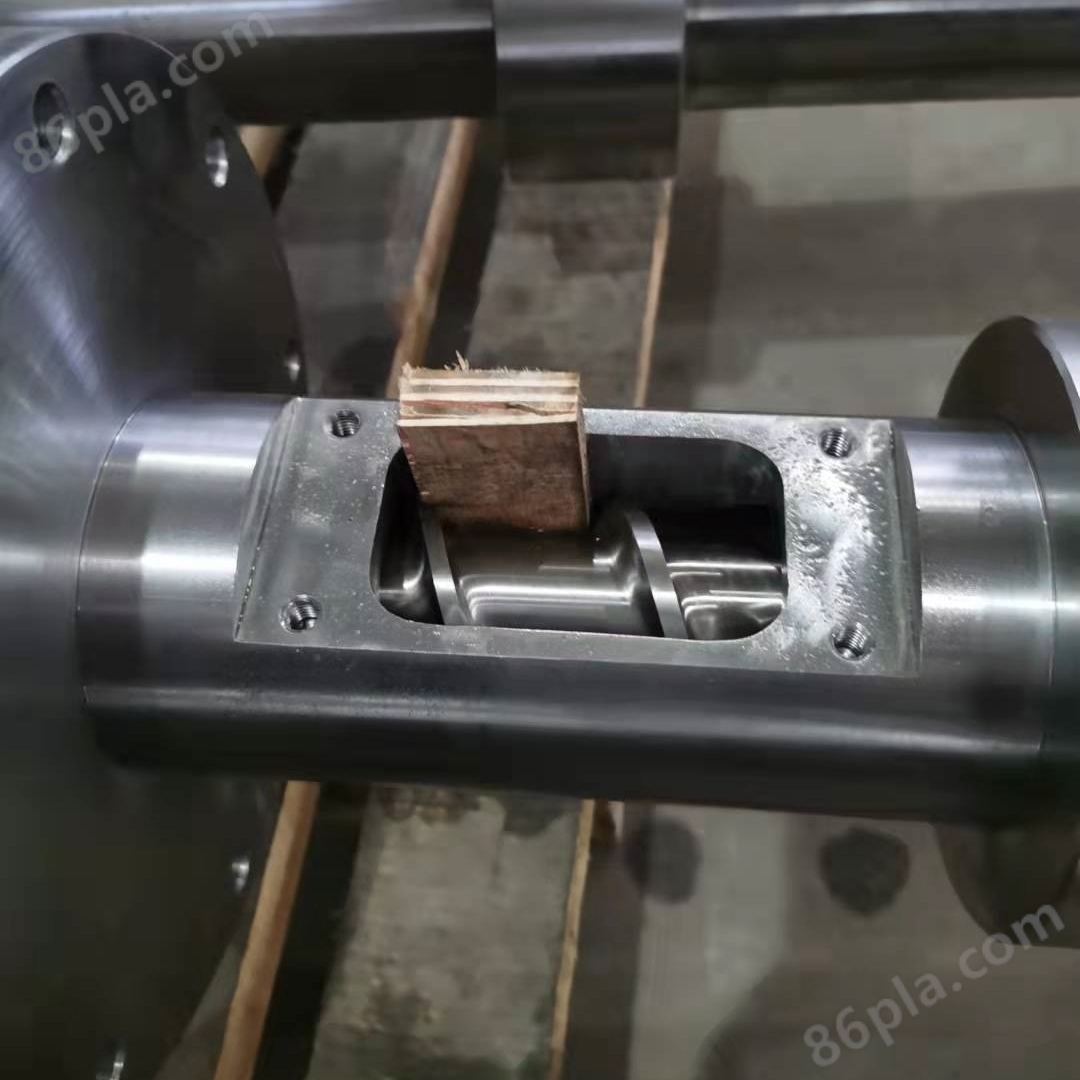
⑤用鋼絲刷清洗海天注塑機螺桿,用砂布拋光螺桿表面(砂粒等級240~280號)。
⑥用火焰燒除內螺紋上的殘料(左旋螺紋),然后用鋼絲刷*清洗螺紋。
⑦當旋上螺桿頭時,涂上HSC油膏。不可使用其他種類潤滑油或油脂來潤滑螺桿螺紋,這些潤滑劑在高溫下發生焦化反應,留下的殘余物可能卡住螺桿頭。
⑧避免讓硬物撞擊螺桿,使螺桿產生裂紋或斷裂。
⑨維修時,特別是維修加熱過的海天注塑機螺桿機筒時,必須戴上防護面罩和眼鏡。
無鹵注塑工業螺桿保養事項:
1、機筒因磨損增加直徑,如果還有一定的滲氮層 ,可把機筒內孔直接進行鏜孔研磨,得到新的直徑尺寸 ,然后依照新的直徑配制新的螺桿。
2、通過機加工,塑料擠出機機筒內徑經修整重新澆鑄合金,厚度控制在1 ~2mm間,然后進行精加工至必要的新尺寸。
3、通常情況下機筒均化段磨損較其它位置快,可將均化段鏜孔修整,再配一個滲氮合金鋼襯套,內孔直徑參照螺桿直徑,留在正常配臺間隙, 進行加工配制。
4、注意塑料擠出機螺桿和機筒制造用材料目前國內制造螺桿和機筒常用材料,有45、40Cr和38CrMoAIA ,而進口擠出機中螺桿和機筒的制造材料,常用臺金鋼有34CrAINi7和CrMoV9 ,其材料的屈服強度有900MPa左右。經滲氮處理后,既耐磨又有良好的抗腐蝕性,硬度在1000HV以上。
















