
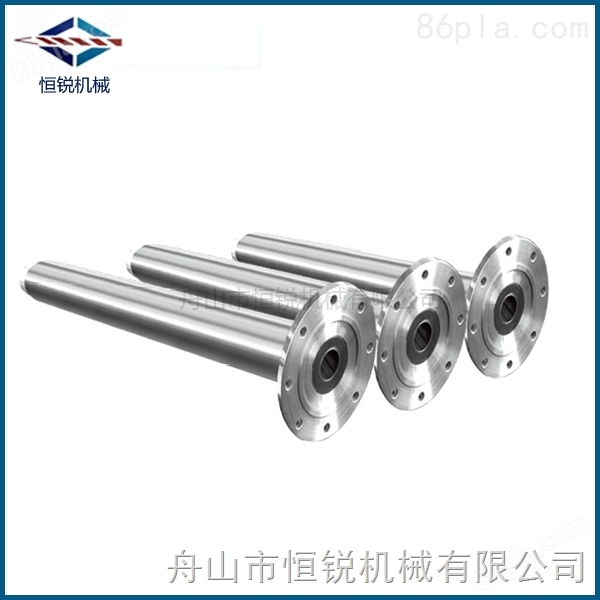

擠出機螺桿的修復方法,僅供參考。
1、扭斷的擠出機螺桿要根據機筒的實際內徑來考慮,按與機筒的正常間隙給出新擠出機螺桿的外徑偏差進行制造。
2、磨損擠出機螺桿直徑縮小的螺紋表面經處理后,熱噴涂耐磨合金,然后再經磨削加工至尺寸。這種方法一般有專業噴涂廠加工修復,費用還比較低。
3、在磨損擠出機螺桿的螺紋部分堆焊耐磨合金。根據擠出機螺桿磨損的程度堆焊1~2mm厚,然后磨削加工擠出機螺桿至尺寸。這種耐磨合金由C、Cr、Vi、Co、W和B等材料組成,增加擠出機螺桿的抗磨損和耐腐蝕的能力。專業堆焊廠對這種加工的費用很高,除特殊要求的擠出機螺桿,一般很少采用。
4、修復擠出機螺桿也可用表面鍍硬鉻方法,鉻也是耐磨和抗腐蝕的金屬,但硬的鉻層比較容易脫落。
擠出機螺桿http://www.hrscrew。。cn/
:
地址:舟山市定海區金塘鎮東垢路
:/8591015
:嚴
擠出機螺桿常用材料:
目前我國常用的擠出機螺桿材料有45號鋼、40Cr、氨化鋼、38CrMOAl,高溫合金等。
1)45號鋼便宜,加工性能好,但耐磨耐腐蝕性能差。
熱處理:調質HB220—270,高頻淬火HRC45--48。
2)40Cr的性能優于45號鋼,但往往要鍍上一層鉻,以提高其耐腐蝕耐磨損的能力。但對鍍鉻層要求較高,鍍層太薄易于磨損,太厚則易剝落,剝落后反而加速腐蝕,已較少應用。
熱處理:調質HB220—270,鍍硬鉻HRC>55
3)氮化鋼、38CrMoAl綜合性能比較優異,應用比較廣泛。一般氮化層達 0.4—0.6毫米。但這種材料抵抗*腐蝕的能力低,且價格較高。
4)高溫合金材料優于其它材料,該材料不用鍍層,主要用于注塑機生無鹵螺桿,該材料抗氧化耐腐蝕性能高,熱處理hra55`60.
擠出機螺桿和機筒制造用材料
制造擠出機螺桿和機筒,目前國內常用材料有45、40Cr和38CrMoAlA。
進口擠出機中擠出機螺桿和機筒的制造材料,常用合金鋼有34CrAINi7和CrMoV9。這種材料的屈服強度有900MPa左右。經滲氮處理后,硬度在1000HV以上,既耐磨又有良好的抗腐蝕性。
















